سنگزنی
سنگزنی (به انگلیسی: Grinding) یک فرایند براده برداریست که عمل برداشتن مواد اضافه روی قطعه را با سایش انجام میدهد. هر یک از دانههای ساینده روی سطح، بخش کوچکی از قطعه کار را تغییر شکل میدهند. معمولاً سنگ زنی مرحله نهایی کار روی قطعه است که بعد از آن کیفیت سطح کار بالا رفته و در واقع نوعی پرداخت سطح است.


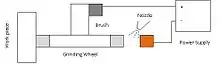
به فرایند تیز کردن و تصحیح زاویههای چرخ سنگ زنی و همچنین تمیز کردن سطوح آن از موادی که به سطوح آن چسبیدهاست، دِرِسینگ (dressing) گفته میشود. همه چرخ سنگها، به استثنای سنگهای آبکاری شده، نیاز به درسینگ دارند.[1]
در حین عملیات سنگ زنی، حرکت اولیه برشی میتواند به قطعه کار یا به ابزار اعمال شود، که به هندسه آنها بستگی دارد. محیط سنگ زنی شامل ذرات سختی مانند کاربید سیلسیم یا آلومین است که با یک نگه دارنده (ماتریس) به یکدیگر چسبانده شدهاند. از آنجا که اندازه ذرات سخت در یک محدوده تغییر میکند و این ذرات معمولاً با جهتهای تصادفی در داخل ماتریس قرار میگیرد تعریف ضخامت براده تغییر شکل نیافته برای هر لبه برشی غالباً مشکل است اما بین مقادیر ۰٫۰۲۵ تا ۰٫۰۰۰۲۵ میلیمتر حدوداً تغییر میکند.
دستگاه سنگ زن شامل یک موتور گرداننده سنگ با سرعت مورد نیاز و یک بستر برای نگهداری قطعه کار درون فیکسچر است. سر سنگ میتواند برای قطعه کار ثابت یا متحرک تنظیم شود. ماشین سنگ زنی در حین عملیات سایش قطعه حرارت قابل توجهی نیز تولید میکند؛ بنابراین نیاز به خنککننده دارد که تا دما بیش از تحمل قطعه کار بالا نرود. حتی خنککننده نیز در مواقعی میسوزد. در سنگ زنیهای با دقت بالا حدود ۲۰۰ نانومتر حرارت کمی تولید میشود که نیاز به خنک کاری ندارد.
فرایندهای سنگ زنی
انتخاب اینکه کدام یک از عملیات سنگ زنی زیر استفاده میشود با توجه به اندازه، شکل، ویژگیها و میزان تولید مورد نظر تعیین میشود.
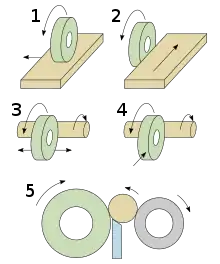
سنگ زنی سطح تخت (Surface grinding)
در فرایند سنگ زنی سطح تخت از یک چرخ ساینده دورانی برای حذف مواد و ایجاد یک سطح تخت استفاده میشود. تلورانسهای قابل دستیابی به این روش برای سطوح تخت ۵٫۱ میکرومتر و برای سطوح موازی ۷٫۶ میکرومتر میباشد.[2]
دستگاه سنگ تخت معمولاً شامل وسیله ای برای گرفتن قطعه کار است که به آن کارگیر میگویند. این کارگیر میتواند الکترومغناطیسی بوده یا با خلاء کار کند.
سنگ زنی معمولاً برای چدنها و فولادها به کار میرود چرا که اولا این فلزات مغناطیسی بوده و توسط کارگیر مغناطیسی به راحتی میتوان آنها را ثابت کرد، ثانیاً این فلزات تمایل کمتری به ذوب شدن و چسبیدن به چرخ ساینده دارند. از فرایند سنگ زنی معمولاً برای موادی مانند آلومینیوم، فولاد زنگ نزن، برنج، و پلاستیکها کمتر استفاده میشود، چرا که این مواد تمایل زیادی به چسبیدن به چرخ ساینده دارند و در نتیجه از ادامه فرایند جلوگیری میکنند. این مواد نسبت به چدنها و فولادها تمایل بیشتری به چسبیدن به چرخ دارند اما توسط روشهای خاصی سنگ زنی این مواد نیز امکانپذیر است.
سنگ زنی خوراک-خزشی (Creep-feed grinding)
سنگ زنی خوراک خزشی مخصوصاً برای آلیاژهایی که ماشینکاری آنها دشوار است،[3] یا سنگ زنی شیارهای عمیق با وجوه موازی یا ماشینکاری پروفیلهای پیچیده بر روی مواد سخت کاربرد دارد.[4]
این روش در اواخر دهه ۱۹۵۰ توسط ادموند و گرهارد لنگ در آلمان اختراع شد. بر خلاف سنگ زنی معمولی، که در درجه اول برای پرداخت نهایی سطوح مورد استفاده قرار میگیرد، سنگ زنی خوراک-خزشی برای حذف میزان بالای مواد استفاده میشود، و با فرزکاری و تراشکاری به عنوان یک انتخاب فرایند تولید رقابت میکند. عمق براده برداری در این فرایند نهایتاً تا ۶ میلیمتر بوده و سرعت قطعه کار پایین میباشد. برای پایین نگه داشتن دمای قطعه کار و بهبود زبری سطح (تا نهایت ۱٫۶ میکرومتر Rmax) از چسب رزین نرم تری استفاده میشود.
حذف ۱۶ سانتیمتر مکعب از ماده توسط روش سنگ زنی خوراک-خزشی ۱۱۷ ثانیه زمان میبرد و این در حالی است که حذف همین مقدار ماده توسط سنگ زنی دقیق بیش از ۲۰۰ ثانیه طول خواهد کشید. از معایب روش سنگ زنی خوراک خزشی نیاز مداوم آن به تیز کردن سنگ بوده، و نیاز به توان بالای اسپیندل دارد (۳۸ کیلووات). همچنین این روش در ابعاد قطعه کار محدودیت دارد.[5]
روش سنگ زنی خوراک خزشی که اغلب در حالت سنگ زنی تخت انجام میشود، کاملاً با سنگ زنی معمولی سطح تخت متفاوت است. عمق برش ۱۰۰۰ تا ۱۰۰۰۰ برابر افزایش مییابد ولی نسبت خوراک کار (feed) نیز به همان نسبت کاهش مییابد. از این رو به آن سنگ زنی خوراک-خزشی گفته میشود (یعنی feed بسیار کم است). طول کمان بلند تماس بین چرخ سنگ و قطعه کار باعث افزایش نیروهای برش و توان مورد نیاز میشود. به همین دلیل ماشین ابزارهایی که این نوع سنگ زنی را انجام میدهند باید بهطور خاص طراحی شوند و دارای خواصی از قبیل: پایداری استاتیکی و دینامیکی بالا، راههای آزاد و بدون پدیده stick-slip (چسبیدن به زمین و جدا شدن ناگهانی)، میرایی کافی، اسب بخار بالا، سرعت اسپیندل کاملاً متغیر، تغذیه میز متغیر اما بسیار پایدار (مخصوصاً در محدودههای پایین)، سیستمهای خنک کاری فشار بالا و تجهیزات یکپارچه تیزکاری سنگ یا دِرِسینگ (dressing) باشند.[4]
سنگ زنی عمیق پربازده (High-efficiency deep grinding)
در این روش از صفحههای پوشش داده شده استفاده میشود که نیازی به تیزکاری نداشته و چرخهای آن بیشتر از سایر چرخها دوام میآورد. این عمل باعث کاهش هزینه کلی دستگاه میشود. از سنگ زنی عمیق پربازده میتوان برای قطعاتی با طول زیاد استفاده کرد. سرعت حذف مواد ۱۶ سانتیمتر مکعب در ۸۳ ثانیه است. این روش به یک اسپیندل با سرعت و توان بالا نیاز دارد.[5]
سنگ زنی پوست (Peel grinding)
این روش که با نام Quickpoint در سال ۱۹۸۵ توسط کارخانه ماشینسازی اروین یونکر، در نوردراخ، آلمان ثبت اختراع شد، از یک چرخ نازک با مواد ساینده فوقالعاده قوی استفاده میکند که تقریباً موازی با قطعه کار استوانه ای میچرخد و تا حدودی مانند یک ابزار چرخشی بر روی دستگاه تراش کار میکند.[5]
سنگ زنی فوق-سریع (Ultra-high speed grinding)
سنگ زنی فوق-سریع میتواند با سرعتی بالاتر از ۲۰۰ متر بر ثانیه کار کند و ۴۱ ثانیه طول بکشد تا ۱۶ سانتیمتر مکعب را بتراشد، اما هنوز در مرحله تحقیق و توسعه است. این روش نیز به یک اسپیندل پرقدرت و پرسرعت نیاز دارد.[5]
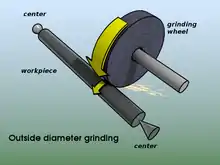
سنگ زنی استوانه ای (Cylindrical grinding)
سنگ زنی استوانه ای (که به آن سنگ زنی مرکزی نیز گفته میشود) برای سنگ زنی سطوح استوانه ای و شانههای قطعه کار استفاده میشود. قطعه کار توسط گیره قلبی (lathe dog) بر روی مراکز نصب شده و چرخانده میشود. چرخ ساینده و قطعه کار توسط موتورهای جداگانه و با سرعتهای مختلف چرخانده میشوند. میز را میتوان برای تولید مخروط نیز تنظیم کرد. سر چرخ قابل چرخش است. پنج نوع سنگ زنی استوانه ای عبارتند از: سنگ زنی قطر خارجی (OD)، سنگ زنی قطر داخلی (ID)، سنگ زنی فروبردنی، سنگ زنی خوراک-خزشی، و سنگ زنی بدون مرکز یا سنترلس.[6]

سایر روشها
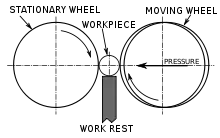

سنگ زنی سنترلس یا بدون مرکز (Centerless grinding)
سنگ زنی سنترلس یا بدون مرکز یک فرایند جایگزین برای سنگ زنی سطوح استوانه ای خارجی و داخلی است. همانطور که از نام آن مشخص است، در این روش قطعه کار بین مراکز نگهداری نمیشود. این امر موجب کاهش زمان مورد نیاز انجام فرایند سنگ زنی میشود، از این رو، سنگ زنی بدون مرکز اغلب برای کارهای با نرخ تولید بالا استفاده میشود.
در این روش قطعه کار بجای استفاده از مراکز یا سه نظام توسط یک تیغه نگه داشته میشود.
روش سنگ زنی سنترلس خارجی، شامل دو عدد چرخ میباشد، که یکی سنگ بوده و دیگری وظیفه تنظیم قطعه کار را به عهده دارد. قطعه کار که میتواند یک قطعه استوانه ای کوتاه یا بلند باشد (برای مثال ۳ تا ۴ متر)، توسط یک تیغه، ساپورت و نگهداری شده، و از بین دو چرخ عبور داده میشود. با چرخش سنگ با سرعت حدود ۱۲۰۰ دور بر دقیقه، قطعه کار سنگ زده میشود.[7]
سنگ زنی الکتروشیمیایی (سنگ زنی الکتروشیمیایی)
جستارهای وابسته
- ماشین سنگزنی
منابع
- Ioan D Marinescu, Mike P Hitchiner, Ichiro Inasaki, Eckart Uhlmann, W Brian Rowe. Handbook of Machining with Grinding Wheels. صص. ۱۶۵. شابک ۰-۳۶۷-۸۶۸۷۰-۹.
- Matthew, Sam (2016-12-17). "The basics of abrasive cutting". tungstengrinder.net. Retrieved 17 December 2016.
- "10 Things to Know About Creep-Feed Grinding". www.mmsonline.com. Retrieved 2020-10-15.
- J. T. Black, Ronald A. Kohser. DeGarmo's Materials and Processes in Manufacturing (ویراست ۱۳). Wiley. صص. ۵۳۵. شابک ۱-۱۱۹-۴۹۲۹۳-۹.
- Salmon, Stuart (February 2010). "What is Abrasive Machining?". Manufacturing Engineering. Society of Manufacturing Engineers.
Abrasive machining is not precision grinding. The objective is neither super precision nor high-luster surface finishes. Abrasive machining first and foremost generates high stock removal.
- Stephenson, David A.; Agapiou, John S. (1997). Metal Cutting Theory and Practice (2nd ed.). Boca Raton: CRC Press. pp. 52–60. ISBN 978-0-8247-5888-2.
- Mikell P. Groover. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems, 5th Edition (ویراست ۵). صص. ۶۶۸. شابک ۱-۱۱۸-۴۷۶۵۵-۷.
