خانکشی
خانکشی (به انگلیسی: Broaching) نوعی عملیات براده برداری تولیدی است که برای ایجاد سطوح تخت، شیارها، هزارخاری، دندانههای چرخدندههای داخلی و سوراخ با اشکال دایرهای، مربعی یا هر شکل نامتعارفی میباشد. در روش متداول خانکشی، از ابزارهایی به نام تیغهها یا سوزنهای خانکشی که دارای دندانههای برنده متوالی و با اندازههای در حال افزایشند، استفاده میشوند و ابزار تراش اجباراً از یک مسیر مستقیم به کمک دستگاه خان کشی گذشته و با تنها یک بار عبور ابزار، شکل نهایی ایجاد میشود بهطوریکه تا عمق ۳۸ میلیمتر در یک پاس براده برداری ممکن است صورت گیرد.[1]

در روش دیگر موسوم به خان کشی دورانی (rotary broaching) که تا حدی از روش قبلی متفاوت است؛ ابزار خان کشی میچرخد و به قطعه کار فشار داده میشود و شکل نهایی در یک پاس به وجود میآید. در این روش دستگاه فرز یا دستگاه تراش مورد استفاده قرار میگیرد و نیازی به دستگاه خانکشی نیست.
ویژگیهای خانکشی
برخی از ابزارها در انتهای خود دارای مرحله صیقل کاری نیز هستند که نیاز به انجام عملیات اضافه را از بین میبرد. دقت ابعادی (تلورانس) در این روش بهطور معمول ۰/۰۲± میلیمتر و صافی سطح قطعه نیز میتواند بیشاز ۶۰RMS باشد.[2]
محدودیت کمی در جنس قطعه برای خانکشی وجود دارد. تقریباً اکثر آلیاژهای فلزی و برخی مواد غیر فلزی مانند چوب، کامپوزیت و گرافیت را میتوان به این روش شکل داد. هر چه قابلیت ماشین کاری ماده بالاتر باشد، خانکشی آن نیز راحتتر است. خانکشی قطعات فولادی با سختی کمتر از ۳۵ راکول موجب کند شدن سریع ابزار میشود.[3]
با توجه به این که شکل ابزار شکل نهایی قطعه را تعیین میکند؛ ابزارهای خانکشی عموماً برای ایجاد اشکال استاندارد مانند هزارخاری، جاخار و سوراخهای دایرهای مورد استفاده قرار میگیرند و استفاده از این روش برای ایجاد اشکال دیگر و ساخت ابزار اختصاصی میتواند تا ۱۵ الی ۳۰ هزار دلار هزینه دربرداشته باشد.[2] استفاده از خانکشی بیشتر در تولید انبوه متداول است و با وجود خنککاری و روانکاری برای افزایش عمر ابزار، هزینه نگهداری بسیار کم بوده در نتیجه، هزینه عملیات به ازا هر قطعه بسیار کم میباشد. هزینه کم در کنار سرعت، دقت ابعادی و صافی سطح بالا، باعث برتری این روش نسبت به سایر روشهای براده برداری مانند فرزکاری است.
هر چند این روش محدودیتهایی نیز دارد. چون کل براده برداری در یک بار حرکت ابزار صورت میگیرد، برای تغییر شکلهای بزرگ این روش چندان مناسب نیست. هر چند برای حجم زیاد براده برداری میتوان خانکشی را در چند مرحله انجام داد. قطعه باید به گونهای باشد که در حین عملیات، مانعی بر سر راه حرکت ابزار وجود نداشته باشد. خانکشی قطعاتی که در آن سطح اولیه با جهت حرکت ابزار دارای زاویه باشد، چندان دقیق نمیتواند باشد. خانکشی سطوحی که دارای انحنا در بیش از یک صفحه باشند، ممکن نیست مگر برای ایجاد اشکال پیچی شکل (هلیکال) مانند هزارخاریهای هلیکال یا خان کشی لولهٔ تفنگ که در آن، ابزار با حرکت به جلو همزمان چرخیده میشود. با توجه به حجم براده برداری و سرعت کار، نیروی زیادی به ابزار و قطعه وارد میشود و بنابراین باید قطعه، نگهدارنده (فیکسچر) و ابزار باید صلبیت و استحکام کافی را داشته باشند. همچنین سطح مقطع در خانکشی باید متوازن باشد بهطوریکه ابزار به سمتی رانده نشود.[3]
انواع خانکشی
عملیات خانکشی را میتوان از چند نظر تقسیمبندی کرد:
- فرم ایجاد شده: خانکشی سطحی و خانکشی داخلی
- حرکت ابزار: کششی و فشاری یا ثابت
- ساختار ابزار: یکتکه یا چندتکه
در خانکشی فشاری، ابزار عموماً کوتاه است (۱۵۰ الی ۳۵۰ میلیمتر) و در این نوع فرایند، ابزار نسبت به نوع کششی راحتتر ممکن است از مسیر منحرف شود.[1] در برخی کاربردها نیز ابزار ثابت بوده و قطعه کار حرکت داده میشود.
ابزار میتواند به صورت یکپارچه ساخته شده یا از به صورت چندتکه (built-up یا modular) باشد که تکهها بر روی یک محور یا میله به دنبال هم تثبیت میشوند. ساخت ابزار چندتکه هزینه بیشتری نسبت به ابزار یکپارچه دارد ولی در صورت فرسوده شدن قسمتی از آن، میتوان تنها آن قسمت را تعویض کرد و در نتیجه هزینه نگهداری آن کمتر میشود؛ بنابراین ابزارهای بزرگ یا ابزارهایی که ممکن است قسمتی از آن سریعتر از سایر قسمتها فرسوده شود؛ ترجیحاً به صورت چندتکه ساخته میشوند.[1] rtyerty
خانکشی سطحی
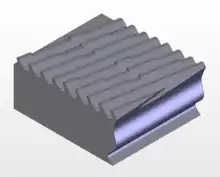
خانکشی تخت (slab broach) سادهترین نوع خانکشی سطحی بوده و برای ایجاد صفحات تخت مورد استفاده قرار میگیرد و نوعی ابزار عمومی محسوب میشود که میتوان برای قطعات مختلف از آن بهره برد.
ابزار خانکشی شیار (slot broach) نیز برای ایجاد جاخارها (بهطور مثال برای چرخدندهها یا محورها) مورد استفاده قرار گیرد. با طراحی مناسب میتوان همزمان چند جاخار را ایجاد کرد و نسبت به فرز کاری بسیار سریعتر و بهصرفهتر است. هر چند که نمیتوان جاخاری در راستای طولی به کمک آن ایجاد کرد. برخی ابزارها نیز برای ایجاد شیار دمچلچلهای طراحی شدهاند که برای مثال برای اتصال پرههای توربین به محور استفاده میشوند.
از ابزار خانکشی فرم(contour broach) برای ایجاد سطوح منحنی، محدب یا مقعر استفاده میشود.
ابزار خانکشی پات (pot broach) برای ایجاد فرم در محیط خارجی (مانند چرخدندههای خارجی یا هزارخار) مورد استفاده قرار میگیرد. نگهدارنده ابزار (pot) چندین ابزار خانکشی را به صورت متوالی و هممحور ثابت نگه میدارد و قطعه از درون سوراخ آن کشیده میشود (یا فشار داده میشود).
خانکشی دوطرفه (straddle broach) برای ایجاد سطوح موازی در دو سمت مقابل یک قطعه بهطور همزمان استفاده میشوند که دقت ابعادی بالاتری نسبت به انجام عملیات جداگانه بر روی هر سطح دارد.[3]
خانکشی داخلی
در این نوع عملیات لازم است که ابتدا سوراخ اولیهای در قطعه وجود داشته باشد (مثلاً با دریلکاری) که قسمت ابتدایی ابزار بتواند درون آن قرار گیرد. اگر که خانکشی از نوع کششی باشد، باید سوراخ دارای انتهای باز باشد و اندازه آن به گونهای باشد که ابزارگیر دستگاه بتواند از آن گذشته و ابزار را بگیرد. بهطور کلی خانکشی سوراخهای کور توصیه نمیشود ولی در صورت لزوم باید فاصله اضافی برای اطمینان در انتهای سوراخ در نظر گرفته شود.[1]
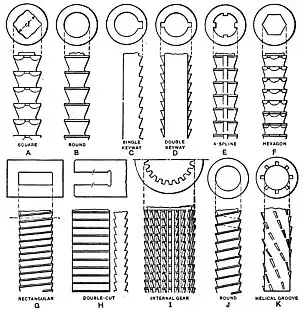
سادهترین نوع، ابزار خانکشی دایرهای بوده که برای ایجاد سوارخ دایرهای با تلورانس دقیق استفاده میشود که سرعت بالاتری نسبت به عملیات جایگزین (برقوکاری) دارد. اشکال متفاوت دیگری نیز میتواند به این شیوه ایجاد شود.
ابزار خانکشی
طراحی ابزار خانکشی
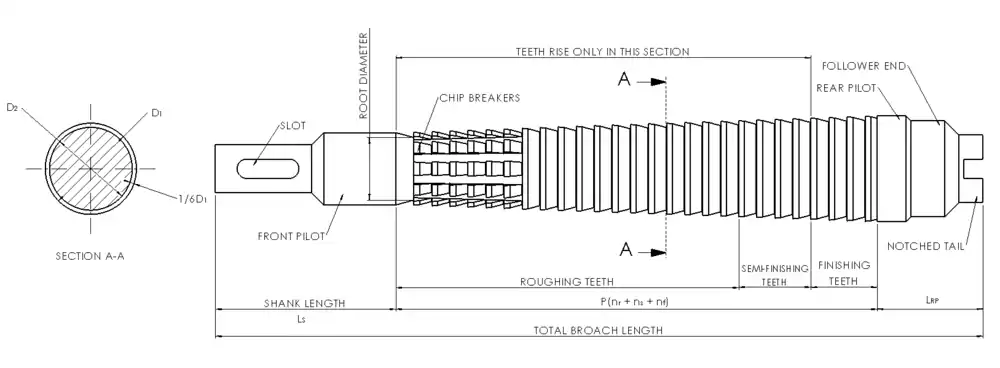
- P = گام
- RPT = نرخ رشد دندانه (افزایش ارتفاع دندانه نسبت به دندانه قبل) (rise per tooth)
- nr =تعداد دندانههای خشنکاری
- ns = تعداد دندانههای نیمپرداخت
- nf = تعداد دندانههای پرداختکاری
- tr = نرخ رشد دندانه برای قسمت خشنکاری
- ts =نرخ رشد دندانه برای قسمت نیمپرداخت
- tf = نرخ رشد دندانه برای قسمت پرداخت
- Ls = طول دسته
- LRP = طول راهنمای عقب
- D1 = قطر در نوک دندانه
- D2 = قطر در ریشه دندانه
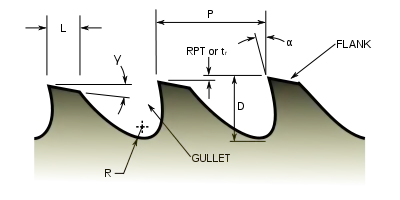
- D = عمق دندانه (0.4P)
- L = طول در سر دنده بعد از لبه برنده (0.25P)
- R = شعاع گلویی (0.25P)
- α = زاویه پیشروی (hook)
- γ = زاویه کلییرنس (clearance)
- Lw = طول قطعه
در ابزار خانکشی دندانههای جلویی عملیات خشنکاری را انجام میدهند که بیشتر حجم براده برداری در این مرحله صورت میگیرد. در مرحله بعد دندانهها وظیفه تعیین دقیق اندازه (sizing) و ایجاد صافی سطح مطلوب را دارند. نرخ رشد دندانه RPT میزان براده برداری برای هر دنده (سرعت پیشروی یا feed) را تعیین میکند و با در نظر گرفتن این مقدار برای کل دندهها، حجم کل برادهبرداری مشخص میشود. در صورتی که این مقدار بیش از حد زیاد باشد، موجب ایجاد تنشهای زیاد در قطعه و ابزار شده و اگر بیش از حد کم باشد منجر به سایش ابزار میشود. RPT برای خانکشی سطحی در حدود ۰/۰۰۳ تا ۰/۰۰۶ اینچ (حدود ۰/۰۸ تا ۰/۱۶ میلیمتر) و ۰/۰۰۱۲ الی ۰/۰۰۲۵ اینچ در قطر برای خانکشی داخلی است.[2] در صورتی که حجم براده برداری در یک مرحله چنان زیاد باشد که نیروی بیش از حدی را مستلزم باشد، از روشهای گوناگونی برای تقسیم در چند مرحله استفاده میکنند. یک راهکار استفاده از دندانههای شیاردار (chip breaker) در دندانههای اولیه خشن کاریست. راه کار دیگر این است که پهنای لبه برنده بخشی از لبه دندانه باشد و در دندانههای متوالی این پهنا یا بیشتر شده یا جابهجا شود. این روش در مورد خانکشی داخلی دایرهای به روتور-کات (rotor-cut) معروف است که جند دندانه غیر دایرهای (چند ضلعی مانند) یک اندازه با زوایای متفاوت در ادامه هم قرار گیرند. در خانکشی سطحی نیز در روش double-cut پهنای لبه برنده نسبت به لبه قبل افزایش مییابد. در خانکشی سطحی پیشرونده (progressive)، دو سری دندانه مختلف وجود دارند که از ابتدای ابزار تا انتهای آن نسبت به هم فاصله پیدا میکنند.

طول گام به عوامل مختلفی مانند ساختار و مقاومت دندهها و طول قطعه کار بستگی دارد و باید به گونهای باشد که در هر لحظه حداقل ۲ لبه در تماس به قطعه باشند. عمق دندهها و گام باید به گونهای تعیین شوند که برادههای ایجاد شده در آن قسمت در آن جا بگیرند چرا که عموماً تا انتهای عملیات برادهها توانایی خارج شدن را ندارند. طول گام برای ابزارهای کوچک در حدود ۳/۲ تا ۶/۴ میلیمتر و برای ابزارهای بزرگ در حدود ۱۲/۷ تا ۲۵ میلیمتر متغیر است. عمق دندانهها نیز حدود ۰/۰۲۵ تا ۰/۰۷۵ میلیمتر برای ابزارهای متوسط است و برای ابزارهای بزرگ ممکن است بیش از ۰/۲۵ میلیمتر نیز باشد.[2]
زاویه برش (hook angle) تابع مادهٔ قطعه کار است و مقداری در حدود ۱۵ تا ۲۰ درجه برای فولاد و ۶ الی ۸ درجه برای چدن دارد. زاویه کلییرنس (clearance angle) نیز در حدود ۱ تا ۴ درجه تعیین میشوند تا از سایش ابزار جلوگیری کنند.[1] این مقدار برای دندانههای پرداختکاری کمتر و نزدیک به صفر است.
در ساختار ابزارها، در جلو و عقب ابزار قسمتی را به عنوان هدایتگر در نظر گرفته میشود تا از ورود و خروج ابزار در زاویه صحیح اطمینان حاصل شود. در ابزارهای کششی روزنهای در جلوی ابزار برای اتصال قلاب دستگاه خانکشی به ابزار تعبیه میشود.
جنس ابزار خانکشی
ابزارهای خانکشی عموماً از جنس فولاد تند کار با روکش تیتانیوم نیترید یا تیتانیوم کاربید برای خانکشی چدن است که این روکش به افزایش عمر ابزار کمک میکنند. بدنه ابزار را میتوان به روش متالورژی پودر به دلیل دقت ابعادی بالا ساخت. ابزارهای یکپارچه بعد از کند شدن باید سنگ زده شوند که این کار موجب کوتاه شدن دندهها میشوند که میتواند در دقت ابعادی قطعات تأثیر بگذارد. همچنین باید سنگ زنی برای همه دندانهها به گونهای انجام شود که نسبت ارتفاع آنها ثابت باشد. ابزارها میتوانند به گونهای باشند که لبه برنده آن قابل تعویض باشد. برای این نوع از ابزارها، اینسرت از جنس سرامیک یا کاربیدی استفاده میشود که با کند شدن قابل تعویض هستند.[1]
دستگاه خانکشی

چون حرکت لازم برای خانکشی یک مسیر خطی رفت و برگشتی است، ساختار دستگاه نسبتاً ساده است. مکانیزم آنها عموماً هیدرولیکی است. هرچند مکانیزمهای مکانیکی مانند لنگ و لغزنده یا استفاده از پیچ ممکن است مورد استفاده قرار گیرند.[1] دستگاههای خانکشی به صورت عمودی یا افقی هستند. مزیت دستگاههای عمودی اشغال فضای کمتر از محیط است و محدودیت آن، ارتفاع سقف محیط و همچنین محدودیت طول ابزار و قطعه است. دستگاههای افقی بالعکس فضای بیشتری از محیط را اشغال میکنند ولی میتوان در هر اندازه برای کار با ابزارهای بزرگ، آنها را ساخت.[3]
خانکشی دورانی
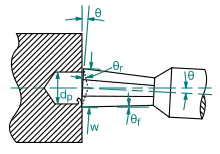
خانکشی دورانی، روشی متفاوت برای خانکشی است که در آن نیازی به دستگاه خانکشی نیست و عملیات را میتوان به کمک دستگاه تراش یا دستگاه فرز انجام داد. در دستگاه فرز، ابزار به کلگی دستگاه بسته شده و قطعه روی میز قرار میگیرد و در دستگاه تراش، قطعه به سه نظام بسته شده و ابزار در مرغک قرار میگیرد. ابزار خانکشی دورانی از دو قسمت تشکیل شده: نگهدارنده و قسمت برنده ابزار که ابزار خانکشی میتواند درون نگه دارنده آزادانه بچرخد. محور ابزار با محور قطعه و محور اسپیندل دارای ۱ درجه انحراف است. در دستگاه فرز هنگامی که ابزار به قطعه فشار داده میشود، ابزار از چرخیدن بازمیایستد و با چرخیدن نگهدارنده با اسپیندل، شروع به لنگ زدن میکند. به دلیل این حرکت این روش خانکشی لنگ (wobble broach) نیز نامیده میشود. در دستگاه تراش پیش از درگیر شدن، ابزار با نگهدارنده ثابت بوده و با درگیر شدن، ابزار با قطعه شروع به چرخیدن میکند. به این روش. در هر لحظه بر خلاف خانکشی خطی، تنها بخشی از لبه برنده با قطعه درگیر است و با چرخیدن نگه دارنده (یا قطعه در دستگاه تراش) محل درگیری نیز جابهجا میشود. در نتیجه نیروی فشاری بسیار کمتری در مقایسه با خانکشی عادی برای پیشروی ابزار لازم است.[4]
از این روش عمدتاً برای ایجاد اشکالی مانند ششگوش و مربع و جاخارهای کوچک تا عمق دو برابر قطر ابزار استفاده میشود. جنس ابزار فولاد تندکار بوده که میتواند روکشهایی مانند تیتانیومنیترید یا تیتانیومکاربید داشته باشد و جنس قطعه کار میتواند آلومینیوم، فولاد، برنز و پلاستیک باشد. در صورتی که میزان برادهبرداری کم باشد امکان کار بر روی جنسهای مستحکمتر (تیتانیوم و فولاد ضدزنگ) نیز وجود دارد.[5]
منابع
- Kalpakjian، Serope؛ Schmid، Steven R. (۲۰۱۰). Manufacturing Engineering and Technology. Prentice Hall. صص. ۶۷۵–۶۷۸. شابک ۹۷۸۹۸۱۰۶۸۱۴۴۹.
- DeGarmo، Ernest Paul؛ Black، J. Temple؛ Kohser، Ronald A. (۲۰۰۷). DeGarmo's materials and processes in manufacturing. John Wiley & Sons, Inc. صص. ۷۳۶–۷۴۳. شابک ۹۷۸۰۴۷۰۰۵۵۱۲۰.
- Chris Van De Motter (۲۰۰۶). «The Basics of Broaching» (PDF). Gear Product News. Randall Publishing, Inc.: ۲۶-۳۰. از پارامتر ناشناخته
|ماه=صرفنظر شد (کمک) - «Rotary Broaching FAQs». Somma Tool Company Inc.
- «How Rotary Broaching Works». Polygon Solutions, Inc.
