متالورژی پودر
متالورژی پودر (به انگلیسی: Powder metallurgy) نام فرایندی است که در آن مواد ذره ای ریز با هم مخلوط شده، به شکل دلخواه پرس میشوند (فشرده سازی)، و سپس در یک محیط کنترل شده حرارت داده میشوند (پخت یا تف جوشی)، تا اتصال بین ذرات و خواص مورد نظر ایجاد گردد.[1]

این فرایند بیشتر برای تولید انبوه قطعات کوچک و پیچیده با دقت بالا مورد استفاده قرار میگیرد، و اغلب نیاز به ماشینکاری یا پرداخت اضافی را از بین میبرد. در این فرایند تولید ضایعات مواد کمی وجود دارد، و میتوان از مواد یا مخلوطهای غیرمعمول استفاده کرد. همچنین میتوان قطعاتی با درجه کنترل شدهای از تخلخل یا نفوذپذیری تولید کرد.[1]
عمده کاربرد فرایند P/M کاربردهایی است که از مزیت اقتصادی زیادی برخوردار باشد. (در مقایسه با قطعات ساخته شده توسط ماشینکاری، ریختهگری یا فورج) یا بدست آوردن خصوصیات و مشخصات مطلوب با هر روش دیگری دشوار باشد. (مانند محصولات ساخته شده از تنگستن، مولیبدن یا کاربید تنگستن؛ یاتاقانهای متخلخل؛ فیلترها؛ و قطعات مغناطیسی مختلف). متالورژی پودر به دلیل پیچیدگی نسبی، در واقع باید به عنوان یک وسیله تولید احتمالی برای هر بخشی که هندسه و مقدار تولید مناسب باشد، در نظر گرفته شود.[1]
تاریخچه
تولید انبوه محصولات ساخته شده توسط متالورژی پودر اواسط یا اواخر قرن نوزدهم آغاز شد. تولیدات اولیه شامل سکهها و مدالهای مسی، شمشهای پلاتینی، حروف چاپ سربی و سیمهای تنگستنی بود (ماده ای که در لامپهای رشتهای استفاده میشود). نوک ابزارهای برشی تنگستن کاربیدی و بوشهای غیر آهنی در دهه ۱۹۲۰ تولید شدند. یاتاقانهای خود-روانکار و فیلترهای فلزی سایر محصولات اولیه بودند.[1]
در دوره جنگ جهانی دوم یک توسعه سریع در زمینه متالورژی پودر، و عمدتاً در حوزه خودروسازی، رخ داد و آهن و فولاد جایگزین مس، که عنصر غالب بود، شدند. تحولات صنایع هوافضا و هسته ای، تقاضا برای اجزای فلزی نسوز و واکنش پذیر را افزایش داد. محصولات با تراکم کامل در دهه ۱۹۶۰ ظهور کردند و اجزای ابرآلیاژی با کارایی بالا، مانند قطعات توربین موتور هواپیما، از تحولات برجسته دهه ۱۹۷۰ بود. تجاری سازی پودرهای سریع جامد شونده و آمورف، آهنگری پودر، تراکم گرم و قالبگیری تزریقی P/M در دهه ۱۹۸۰ و ۱۹۹۰ از تحولات بعدی بودند. برخی از فناوریهای جدیدتر عبارتند از: پودرهای زیرمیکرون و نانوفاز، نورد مستقیم پودر، تراکم سرعت-بالا و فشار فوق-بالا، و پخت میکروویو و پلاسمای دمابالا.[1]
امروزه با تولید محصولاتی از جنس سرامیک، الیاف سرامیک و ترکیبات بین فلزی، و حتی برخی مواد کاملاً غیر فلزی، ممکن است لازم باشد اصطلاح متالورژی پودر با اصطلاح گستردهتر، فراوری ذرات (particulate processing) جایگزین شود.[1]
فرایند
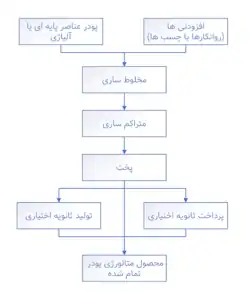
فعالیتهای متالورژی پودر را میتوان به ۴ بخش تقسیم کرد:
- تهیه پودر:
معمولترین روش تهیه پودر افشاندن مذاب (اتمایزینگ) میباشد در این روش فلز مذاب از یک مجرا جاری میشود و توسط گاز یا مایعی که از یک افشانک خارج میگردد، اتمیزه میشود پودر حاصله پس از جمعآوری و مش بندی قابل استفاده میباشد.
- مخلوط کردن:
به ندرت یک پودر خالص دارای تمام ویژگیهای مطلوب میباشد؛ بنابراین استفاده از مخلوطی از پودرهای مختلف با ترکیبهای متفاوت همراه با موادی به عنوان روانساز امری متداول میباشد.
- متراکم سازی:
در این مرحله پودر به شکل دلخواه فشرده میشود و چگالی آن بالا میرود. معمولاً به دست آوردن چگالی بالا و یکنواخت از ویژگیهای مطلوبی است که با فشردن سراسری قطعه امکانپذیر است. بدین منظور قالب پرسهای مورد استفاده دارای جکهایی میباشند که فشار لازم را از دو طرف به مواد پودری وارد میآورند. در این فرایند از پرسهای هیدرولیکی-مکانیکی یا ترکیبی از آنها استفاده میگردد. معمولاً فشار مورد استفاده در این فرایند ۱۰ الی ۳۰ تن بر اینچ مربع میباشد. هر چند امروزه ظرفیت پرسهای مورد استفاده تا ۳۰۰ تن نیز افزایش یافتهاست. قالبهای مورد استفاده در این فرایند بواسطه تمایل بسیار زیاد ذرات پودر به سایش و وجود فشار معمولاً از جنس فولاد ابزار سخت ساخته میشوند. برای پودرهایی که سایش بیش از حد ایجاد میکنند یا در موارد تولید انبوه از کاربیدهای سمانیت جهت ساخت قالب استفاده میگردد.
در عمل تف جوشی قطعه فشرده شده در دمایی بالا و با جو کنترل شده قرار میگیرد. بیشتر فلرات در دمایی حدود ۷۰ الی ۸۰ درصد دمای ذوب شان زینتر میشوند. در مواردی که محصول ترکیبی از چند ماده است دمای زینتر ممکن است بالاتر از دمای ذوب برخی از اجزا باشد. در این حالت مواد زودگداز ذوب شده و در حفرات خالی مواد دیرگداز رخنه میکند. دماهای بالا موجب اکسایش سریع میشوند که مانع از ایجاد اتصال بین دانههای فلز میگردد. استفاده از محیطهای احیاکننده که رایجترین آنها محیطهایی بر پایه هیدروژن آمونیاک تجزیه شده یا هیدروکربنهای شکسته شدهاست تقریباً میتواند هر گونه اکسید ایجاد شده در سطح ذرات را احیا کند و گازهای تجزیه شده مضر را در حین تف جوشی محترق نماید، بر دیگر محیطهای زینترینگ ترجیح دارد.[2]
غالباً برای بدست آوردن خواص ویژه یا زیاد کردن دقت عملیات ثانویه نظیر سایزینگ، اشباعسازی و خوراندن نیز بر روی این قطعات انجام میگیرد.
تولید پودر
خواص محصولات تولیدی توسط متالورژی پودر، به میزان زیادی به خواص پودر اولیه بستگی دارند. برخی از مهمترین خواص آن عبارتند از: خواص شیمیایی و خلوص، اندازه ذرات، توزیع اندازه، شکل ذرات، و بافت سطحی ذرات. فرایندهای مختلفی برای تولید پودر وجود دارد که هر کدام میتواند بر این ویژگیها و در نتیجه محصول نهایی تأثیر بگذارد.[1]
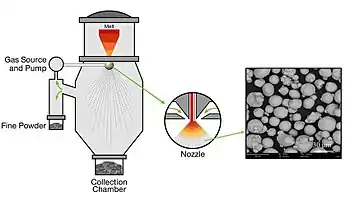
بیش از ۸۰٪ از پودرهای موجود در بازار به روش اتمیزه کردن (atomization) مذاب ساخته شدهاند که در آن، ماده مذاب به قطرات بسیار ریزی تبدیل شده و سپس قبل از اینکه با یکدیگر یا به سطحی برخورد کنند، جامد میشوند.
فارغ از روش مورد استفاده، اتمیزه سازی روش مناسبی برای تولید پودرهای از پیش آلیاژی شده میباشد. شروع با یک مذاب آلیاژی یا پودر از پیش آلیاژی شده، باعث میشود هر کدام از ذرات پودری خواص شیمیایی آلیاژ مطلوب را داشته باشد. امروزه در بازار پودرهایی از آلیاژهای آلومینیوم، مس، نیکل، تیتانیوم، کبالت، روی و قلع، فولاد زنگ نزن و فولادهای مختلف کم آلیاژ و مواد غیر فلزی موجود هستند که میتوانند ذوب شوند و مایع اولیه را تشکیل دهند.[1]
سایر روشهای تولید پودر شامل موارد زیر میباشند:[1]
- کاهش شیمیایی (یعنی حذف اکسیژن[3]) ترکیبات ذره ای (عموما سنگهای معدن یا اکسیدهای خرد شده): پودرهای حاصل از این واکنشهای حالت-جامد معمولاً نرم، نامنظم و اسفنجی هستند. خلوص پودر به خلوص مواد اولیه بستگی دارد. حجم زیادی از پودر آهن تولید شده با کاهش سنگ آهن یا رسوب غلتک نورد تولید میشود.
- انباشت الکترولیتی از محلولها یا نمکهای ذوب شده با شرایط فرآیندی که منجر به تولید یک رسوب اسفنجی یا پودری میشود که به کاتد نمیچسبد. خلوص پودر تولیدی در این روش بهطور کلی زیاد است، اما از طرفی انرژی مورد نیاز نیز زیاد است؛ بنابراین، از الکترولیز فقط برای تولید پودرهای با ارزش مانند مس هدایت-بالا استفاده میشود.
- سایش یا سنگ زنی مواد ترد
- تجزیه حرارتی هیدریدها یا کربونیلهای ذره ای. پودرهای آهن و نیکل با تجزیه کربونیل تولید میشوند و در نتیجه خلوص فوقالعاده بالایی دارند. کربونیلهای فلزی مانند کربونیل آهن [Fe(CO)5] و کربنیل نیکل [Ni(CO)4] با واکنش دادن آهن یا نیکل با مونوکسید کربن شکل میگیرند. محصولات واکنش سپس به آهن و نیکل تجزیه میشوند و به ذرات کوچک، متراکم و یکنواخت کروی با خلوص بالا تبدیل میشوند.[3]
- تهنشینی از محلول
- میعان بخارهای فلزی.
تقریباً هر فلز، آلیاژ فلزی یا غیر فلزی (سرامیک، پلیمر یا موم یا گرافیت روانکننده) را میتوان توسط یک یا چند روش تولید پودر به شکل پودر درآورد. بعضی از روشها میتوانند فقط پودر عناصر اساسی تولید کنند (غالباً با خلوص بالا)، در حالی که برخی دیگر میتوانند ذرات از پیش آلیاژ شده تولید کنند. آلیاژسازی همچنین میتواند به صورت مکانیکی و با فرایندهایی که باعث میشود عناصر به هم چسبیده یا از هم جدا شوند. ماده ای که به شکل یک ذره منتقل میشود، روی ذره دیگر باقی میماند. میتوان ترکیبات غیرمعمولی تولید کرد که با ذوب معمولی امکانپذیر نیست.[1]
پودرها ممکن است قبل از پردازش بیشتر، تحت عملیات دیگری مانند خشک کردن یا عملیات حرارتی قرار بگیرند. هدف معمول عملیات حرارتی تضعیف مواد و پاسخگویی بیشتر آنها به فرایند تراکم است.[1]
مخلوط کردن پودرها
به ندرت اتفاق میافتد که یک پودر دارای تمام خصوصیات مورد نظر در یک فرایند و محصول مشخص باشد. به احتمال زیاد، ماده اولیه مخلوطی از گریدها یا اندازههای مختلف پودر، یا پودرهایی با ترکیبات مختلف، همراه با مواد افزودنی روانکننده یا مواد اتصال دهنده (Binder) خواهد بود.[1]
در محصولات پودری، خواص شیمیایی نهایی اغلب با مخلوط کردن پودرهای فلز یا غیر فلز خالص به دست میآید، نه اینکه با یک ماده از قبل آلیاژ شده شروع شود. برای تولید یک ساختار و خواص شیمیایی یکنواخت در یک محصول ساخته شده از مواد مخلوط، باید در حین عملیات تف جوشی، واپخش (Diffusion) کافی رخ دهد. به این روش میتوان ترکیبات خاصی را ایجاد کرد که به هیچ طریق دیگری ساخته نمیشود. برای مثال میتوان مواد کامپوزیتی منحصر به فردی تولید کرد، مانند توزیع یک ماده تقویت کننده غیرقابل اختلاط در یک ماتریس، یا ترکیب مخلوط فلزات و غیر فلزات در یک محصول واحد مانند ابزار برش ماتریس کاربید تنگستن-کبالت که برای کار در دمای بالا استفاده میشود.[1]
برخی از پودرها حتی میتوانند نقش دوگانه ای داشته باشند. برای مثال گرافیت هم میتواند به عنوان روانکننده هنگام تراکم و هم منبعی برای تأمین کربن عمل کند و در هنگام تف جوشی، با آلیاژ کردن آهن باعث تولید فولاد شود. روانکنندههایی مانند گرافیت یا اسید استئاریک باعث بهبود خصوصیات جریان و تراکم پذیری پودر و کمک به بیرون آماده قطعه از داخل ابزار فشرده سازی میشوند، اما همچنین باعث کاهش استحکام سبز میشوند (استحکام قطعه بلافاصله پس از پرسکاری و قبل از تف جوشی). چسبها در عوض تأثیر معکوس ایجاد میکنند. از آنجا که وجود روانکنندهها یا چسبها در محصول نهایی اغلب مطلوب نیست، در مراحل اولیه تف جوشی حذف میشوند (تبخیر یا سوزانده میشود) و باعث ایجاد سوراخهایی در قطعه میشوند که با ادامه پخت کوچکتر شده یا کاملاً بسته میشوند.[1]
عملیات مخلوط کردن میتواند به صورت خشک یا مرطوب انجام شود. گاهی از آب یا حلال دیگری برای افزایش تحرک ذرات، کاهش تشکیل گرد و غبار و کاهش خطرات انفجار استفاده میشود. به این روش میتوان مقدار زیادی پودر با توجه به شیمی و توزیع اجزا، اندازهها و اشکال همگنسازی کرد. امروزه برای اطمینان از رفتار یکنواخت در حین فرآوری و تولیدات تعداد بالای یک محصول منطبق با مشخصات فنی، مقادیری به میزان ۱۶۰۰۰ کیلوگرم نیز مخلوط میشوند.[1]
متراکم سازی

یکی از مهمترین مراحل در متالورژی پودر، مرحله «تراکم» است. در این مرحله، پودر سست، فشرده و متراکم میشود و به شکلی که به عنوان «فشرده سبز» معروف است در میآید. این کار معمولاً در دمای اتاق انجام میشود. چگالی محصول بالا و یکنواختی این چگالی در طول محصول معمولاً خواص مطلوب میباشد. به علاوه اتصال مکانیکی و جوش سرد ایجاد شده باید استحکام کافی برای جابجایی این محصول به کوره پخت را فراهم کند.[1]
عملیات فشرده سازی اغلب با پرسهای مکانیکی و ابزارهای صلب انجام میشود، اما میتوان از پرسهای هیدرولیکی و هیبریدی (ترکیبی از مکانیکی، هیدرولیکی و پنوماتیکی) نیز استفاده کرد. فشارهای مورد استفاده در فرایند متراکم سازی بسته به نوع ماده و کاربرد معمولاً بین ۴۰ تا ۱۶۵۰ مگاپاسکال است و دامنه ۱۴۰ تا ۶۹۰ مگاپاسکال متداولترین فشارهای مورد استفاده است.[1]
| کاربرد | فشار (MPa) |
|---|---|
| مواد متخلخل و فیلترها | ۴۰ الی ۷۰ |
| فلزات دیرگداز و کاربیدها | ۷۰ الی ۲۰۰ |
| یاتاقانهای متخلخل | ۱۴۶ الی ۳۵۰ |
| اجزای ماشین (آهن و فولاد با چگالی متوسط) | ۲۷۵ الی ۶۹۰ |
| قطعات مس و آلومینیوم با چگالی بالا | ۲۵۰ الی ۲۷۵ |
| قطعات آهن و فولاد با چگالی بالا | ۶۹۰ الی ۱۶۵۰ |
از آنجا که ظرفیت اکثر پرسهای متالورژی پودر کمتر از ۱۰۰ تن است، قطعات تولیدی توسط این فرایند معمولاً سطحی کمتر از ۶۵ سانتیمتر مربع دارند. البته امروزه بعضی از پرسهای متالورژی پودر ظرفیتهایی تا ۳۰۰۰ تن دارند و قادر به متراکم سازی قطعاتی تا ۶۵۰ سانتیمتر مربع هستند. وقتی حتی محصولات بزرگتری مورد نظر باشند، تراکم را میتوان با روشهای دینامیکی، مانند استفاده از موج شوک ناشی از انفجار، نیز انجام داد. فرآیندهای شکل دهی فلز، مانند نورد، فورج، اکستروژن نیز برای تراکم پودر سازگار شده و موجود هستند.[1]
وقتی فشار فقط با یک پانچ متحرک اعمال میشود، حداکثر چگالی در زیر پانچ اتفاق میافتد و با حرکت ستون به سمت پایین کاهش مییابد. انتقال فشار یکنواخت و تولید چگالی یکنواخت در سرتاسر یک "فشرده" بسیار دشوار است، به ویژه هنگامی که ضخامت زیاد باشد. با استفاده از پرس دو-عمله (double-action press)، که در آن حرکت پانچهای پرس از بالا و پایین اتفاق میافتد، محصولات ضخیمتر را میتوان به صورت یکنواخت تری متراکم کرد. از آنجا که اصطکاک دیواره کناری عامل کلیدی در تراکم است، چگالی حاصل وابستگی زیادی به ضخامت و عرض قطعه تحت فشار دارد. برای تراکم یکنواخت، نسبت ضخامت به عرض باید تا جای ممکن زیر ۲٫۰ باشد. وقتی این نسبت از ۲٫۰ بیشتر شود، محصولات تمایل دارند تنوع قابل توجهی در چگالی از خود نشان دهند.[1]
از آنجایی که پیچیدگی قطعات تولیدی توسط فناوری متالورژی پودر تعیینکننده پیچیدگی ماشین آلات مورد استفاده است، قطعات تولیدی توسط متالورژی پودر به کلاسهای مختلفی طبقهبندی شدهاند. قطعات کلاس ۱ سادهترین قطعات قابل تولید توسط متالورژی پودر است. این قطعات، قطعاتی نازک و تک سطحی است که به راحتی توسط یک نیروی یک طرفه قابل پرس کردن است. ضخامت این قطعات معمولاً کمتر از ۶٫۳۵ میلیمتر (یک چهارم اینچ) است. قطعات کلاس ۲ قطعات تک سطحی با ضخامتی هستند که نیاز به فشار از دو جهت دارند. این قطعات معمولاً ضخیمتر هستند. قطعات کلاس ۳ قطعات دو سطحی هستند که نیاز به فشار از دو جهت دارند. پیچیدهترین قطعات که با تراکم قالبهای صلب تولید میشوند، قطعات کلاس ۴ هستند. این قطعات چند سطحی بوده و به دو یا چند حرکت فشاری نیاز دارند.[1]
اگر نیاز به ساخت قطعه ای بزرگ و با شکلی پیچیده باشد، معمولاً یک قالب منطعف از جنس لاستیک یا یک ماده الاستومری ساخته میشود و پودر در داخل آن محصور میشود. سپس این مایع در مایعی غوطه ور شده و تا ۴۰۰ مگاپاسکال (60 ksi) تحت فشار قرار میگیرد. به این فرایند تراکم ایزواستاتیک (فشار یکنواخت) گفته میشود. از آنجایی که فشار در تمامی جهات اعمال میشود، تراکم در کل جرم یکنواخت صورت میگیرد و با فشارهایی کمتر، تراکمهایی یکنواخت تر از روش پانچ و قالب ایجاد میگردد. نرخ تولید در این روش بسیار پایین است، اما قابلیت تولید قطعاتی با وزن چندصد کیلوگرم نیز وجود دارد.[1]
تف جوشی
در عملیات تف جوشی، «فشردههای» ساخته شده از پودر پرس شده در یک محیط کنترل شده، تا کمتر از دمای ذوبشان، حرارت داده میشوند. این حرارت به میزانی است که باعث جوشکاری حالت جامد میشود. قطعات تا زمانی در داخل کوره نگه داشته میشوند که اتصال بین ذرات ایجاد گردد. بیشتر مواد در دمایی در حدود ۷۰ تا ۸۰٪ دمای ذوبشان تف جوشی میشوند اما در برخی مواد دیرگداز یا نسوز ممکن است این حرارت تا ۹۰٪ دمای ذوب نیز برسد.[1]
| ماده | دمای تف جوشی (درجه سلسیوس) |
|---|---|
| آلیاژهای آلومینیوم | ۵۹۰–۶۲۰ |
| برنج | ۸۵۰–۹۵۰ |
| مس | ۷۵۰–۱۰۰۰ |
| آهن/فولاد | ۱۱۰۰–۱۲۰۰ |
| فولاد زنگ نزن | ۱۲۰۰–۱۲۸۰ |
| کاربیدهای سمانته | ۱۳۵۰–۱۴۵۰ |
| مولیبدن | ۱۶۰۰–۱۷۰۰ |
| تنگستن | ۲۲۰۰–۲۳۰۰ |
| سرامیکهای مختلف | ۱۴۰۰–۲۱۰۰ |
زمانی که پودر مورد استفاده مخلوطی از پودر مواد مختلف باشد، ممکن است دمای تف جوشی بالاتر از دمای تف جوشی یک یا چند ماده باشد. در این حالت فرایند "تف جوشی فاز-مایع" رخ میدهد. در تف جوشی فاز-مایع مواد با دمای ذوب پایینتر ذوب شده و به درون حفرههای بین ذرات باقیمانده جریان مییابند و تف جوشی ذرات جامد از طریق مایع شدن و رسوب مجدد تسریع میشود.[1]
پرس ایزواستاتیک گرم
در روش سنتی متالورژی پودر، پرسکاری معمولاً در دمای اتاق، و تف جوشی در فشار اتمسفر انجام میشود. فرایند پرس ایزواستاتیک گرم، پرسکاری و تف جوشی را با پرس کردن توسط فشار گاز در دمای بالا، ادغام کردهاست. باید توجه داشت که پودرهای گرم شده اغلب باید «محافظت» شوند یا از محیطهای مضر جدا شوند و از ورود مایع یا گاز تحت فشار به فضاهای خالی بین ذرات جلوگیری شود. یک روش برای پرسکاری ایزواستاتیک گرم، ریختن پودر در داخل یک محفظه انعطافپذیر کاملاً آببند و تخلیه شده از هواست، که سپس در معرض یک دما و فشار بالا قرار میگیرد. شرایط فراوری آهن و فولادها شامل فشارهایی در حدود ۷۰ تا ۱۰۰ مگاپاسکال در درجه حرارتی در محدوده ۱۲۵۰ درجه سلسیوس است. برای سوپرآلیاژهای مبتنی بر نیکل، فلزات نسوز و پودرهای سرامیکی، تجهیزات باید دارای توان تولید ۳۱۰ مگاپاسکال فشار و ۱۵۰۰ درجه سلسیوس حرارت باشند. چندین قطعه، جمعاً تا چندین تن، در یک چرخه قابل تولید است که معمولاً چند ساعت طول میکشد.[1]
کاربرد
امروزه موارد استفاده اصلی این فرایند را به پنج قسمت تقسیم میکنند:[4]
آلیاژ کردن فلزهای غیرقابل آلیاژ
برخی از فلزاتی را که در حالات جامد با مایع بهطور دو جانبه محلول نیستند میتوان به وسیلهٔ این فرایند با یکدیگر ترکیب کرد. این کار برای صنعت برق که در آن جاروبکهای موتور از پودرهای مس و گرافیت و نیکل یا تنگستن و مس استفاده میشود، اهمیت بسزایی دارد.
ترکیب کردن فلزها و غیرفلزها
نمونههای از ترکیبات فلز- غیر فلز عبارت اند از:
مواد اصطکاکی ساخته شده از مس، آهن، یاتاقانهای بدون روغنکاری ساخته شده از آهن و تفلون و ترکیبات فلز- سرامیک بسیار مقاوم به گرما مانند (AL2O3). ترکیب فلز- سرامیک معمولاً بنام سرمت معروف است و موارد استفاده زیادی در پمپهای مخصوص عملیات سخت و تجهیزات انرژی هستهای پیدا کردهاست.
ترکیب کردن فلزهای دارای نقطه ذوب بالا با یکدیگر برای ریختهگری
نقاط ذوب فلزاتی نظیر تنگستن و مولیبدن بسیار بالا است، به همین جهت ذوب و ریختهگری آنها بسیار دشوار میباشد، در صورتی که همین فلزات به وسیلهٔ تکنیکهای فلز پودر در پایینتر از نقاط ذوب زینتر میشوند. متراکم کردن و زینتر کردن فلزات پودر تنها روشی است که به وسیلهٔ آنها میتوان مواد و اکسیدهای زینتر شده را ساخت.
ساخت فلزات برای خواص مکانیکی بینظیر
یکی از خصوصیات بینظیر فرایند متالورژی پودر این است که به وسیلهٔ آن میتوان یاتاقانهایی تولید کرد که به خودی خود روغن کاری میشوند و دارای شبکه خلل و فرج بهم پیوسته که با ماده روغن کاری پر میشود. صافیهای متخلخل نیز که برای نفوذ، جدایش و تنظیم جریان سیال بکار میروند، به وسیلهٔ این فرایند ساخته میشوند. یکی از خصوصیات مطلوب و منحصر به فرد قطعاتی که به وسیلهٔ این فرایند تولید میشود این است که از شدت و قدرت ارتعاش میکاهد.
تولید اقتصادی قطعات ظریف و دقیق
برای تولید قطعات اقتصادی و همچنین قطعاتی که از حساسیت بسیار بالای برخوردار هستند از این فرایند استفاده میشود. متالورژی پودر روش بسیار خوبی برای تولید اقتصادی بوشها، بادامکها، چرخ دندهها و سایر قطعات میباشد.
دستهبندی محصولات
محصولات فرایند متالورژی پودر را میتوان به پنج دسته کلی تقسیم کرد:[5]
- قطعات متخلخل با درصد تخلخل قابل کنترل مانند صافیها.
- قطعاتی که اشکال پیچیده دارند و تولید آنها به روشهای دیگر مستلزم ماشین کاری بسیار زیاد است.
- محصولاتی که ماشین کاری آنها مشکل است یا دارای جنس سخت هستند.
- محصولاتی که بنا به ایجاب شرایط خواص مشخصه چند ماده را داشته باشند.
- تولیداتی که در آنها از فرایند متالورژی پودر برای ایجاد خواص مکانیکی بهتر استفاده میگردد.
مقایسه با سایر روشهای تولید
| روش تولید | مزایا در مقایسه با متالورژی پودر | ضعف در مقایسه با متالورژی پودر |
|---|---|---|
| شکل دهی سرد فلزات | سریع تر بودن تولید، بالاتر بودن استحکام، پرداخت سطحی خوب | دقت پائین، کوتاهتر بودن عمر ابزارها، محدود بودن مواد |
| حدیده کاری | تولید قطعات بلند، صافی سطح، سرعت تولید | ثابت بودن سطح مقطع قطعه، پائینتر بودن دقت، انرژی مصرفی بالا، بدون پله بودن قطعات، کوتاهی عمر ابزارها |
| پرس ورق | تخت بودن سطح، دقت بالا، آهنگ تولید بالا، تولید قطعات دارای سطح بزرگ، موقعیت دقیق نقشها | تولید قطعات دارای یک ارتفاع و تنها نازک، محدود بودن تنوع مواد، ضایعات، خشن بودن لبهها، مشکل بودن ایجاد نقش در اندازههای کوچک |
| ریختهگری | گسترده بودن دامنه کاربرد، امکان تولید قطعات کوچک تا بزرگ، پائین بودن هزینههای آمادهسازی، پائین بودن هزینه ابزار بندی | برای دیر گدازها مناسب نیست، وجود ترشحات فلزی چسبیده به سطح، وجود خط جدایش، ناهمگنی، تخلخل، نقائص و نیاز به بازیابی مواد راه گاهی و مجاری مذاب رسانی |
| شکل دهی گرم | بالا بودن خواص مکانیکی، تولید قطعات بزگ و پیچیده، سرعت تولید بالا، سهولت جریان ماده | ترشحات فلزی و ضایعات، کنترل ضعیف ابعادی، ناخالصیهای غیر فلزی و نقائص فنی، سایش سریع ابزارها |
| ماشین کاری | کاربرد برای رقیب به اتفاق کلیه انواع مواد و شکلها، قابلیت استفاده برای اندازههای متفاوت، دقت بالا، کوتاه بودن زمان مرده، عدم نیاز به ابزار شکل دهی، قابلیت تولید در حجم کم | ضایعات زیاد، بهرهوری کم، غیر یکنواختی خواص، هزینه زیاد، نیروی انسانی زیاد |
منابع
- J. T. Black, Ronald A. Kohser (۲۰۱۹). DeGarmo's Materials and Processes in Manufacturing (ویراست ۱۳). صص. ۲۷۵. شابک ۱-۱۱۹-۷۲۳۲۹-۹.
- «قطعات متالورژی پودری». بایگانیشده از اصلی در ۲۵ مارس ۲۰۱۸. دریافتشده در ۶ آوریل ۲۰۱۸.
- Serope Kalpakjian, Steven R. Schmid. Manufacturing Engineering and Technology (ویراست ۶). صص. ۴۴۱. شابک ۹۸۱۰۶۹۴۰۶۷.
- «متالورژی پودر | سیدحمید دانشمند». h-daneshmand.ir. بایگانیشده از اصلی در ۷ آوریل ۲۰۱۸. دریافتشده در ۲۰۱۸-۰۴-۰۴.
- افتخاری، فاطمه. «تولید به روش متالوژی پودر». razmyaran.com (به انگلیسی). بایگانیشده از اصلی در ۷ آوریل ۲۰۱۸. دریافتشده در ۲۰۱۸-۰۴-۰۴.
- «ایران مواد - مرجع مهندسی مواد و متالورژی». ایران مواد - مرجع مهندسی مواد و متالورژی. دریافتشده در ۲۰۱۸-۰۴-۰۴.
