جوشکاری زیرپودری
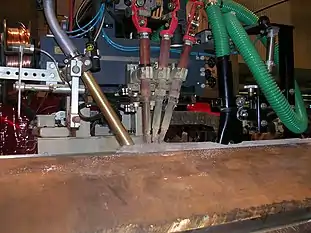
جوشکاری زیرپودری (به انگلیسی: Submerged arc welding)، که به اختصار S.A.W خوانده میشود، یکی از فرایندهای جوشکاری توسط قوس الکتریکی است که در آن، نوک الکترود داخل پودری از مواد معدنی ویژه قرار میگیرد و قوس در زیر این پودر در امتداد مسیر جوشکاری تشکیل میشود. جوش مذاب و ناحیه قوس با قرار گرفتن «در زیر» پودری گرانولی متشکل از آهک، سیلیس، اکسید منگنز، کلسیم فلوئورید و سایر ترکیبات از آلودگیهای جوی و اکسید شدن محافظت میشود. سیم فیلر در تماس مستقیم با قطعه کار نمیباشد.[1] زمانی که این پودر مذاب میشود، خاصیت رسانایی الکتریکی پیدا میکند، و در نتیجه مسیری برای جریان برق بین الکترود و قطعه کار ایجاد میکند. این لایه ضخیم پودر، ناحیه ذوب شده را به صورت کامل میپوشاند و در نتیجه از پاشش مواد مذاب و جرقهها و همچنین تابش اشعه ماورابنفش خطرناک و پخش شدن دود، که همگی در جوشکاری برق دستی (SMAW) وجود دارند، جلوگیری میکند. پوشش مذاب منجمد شده به دلیل اختلاف در ضریب انقباض حرارتی آن با فلز مذاب، به راحتی از جوش جدا میشود.
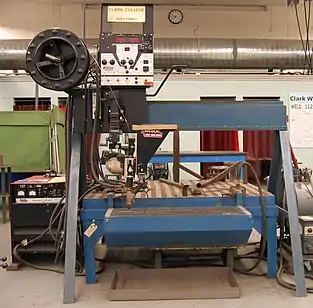
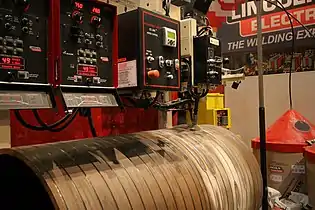
فرایند جوشکاری زیرپودری یا SAW، معمولاً در حالتهای اتوماتیک یا مکانیزه انجام میشود، با این حال دستگاههای جوشکاری زیرپودری نیمه-اتوماتیک با ریزش پودر گرانشی یا تحت فشار نیز در بازار موجود هستند. از این فرایند معمولاً فقط برای جوشکاریهای افقی یا جوشکاری برخی مخازن استوانه ای استفاده میشود. این روش نرخ پرکردن خیلی بالایی داشته و نرخ پرکردن ۴۵ کیلوگرم بر ساعت نیز توسط این فرایند گزارش شدهاست. (مقایسه کنید با حداکثر ۵ کیلوگرم بر ساعت در فرایند جوشکاری برق دستی). با اینکه آمپرمصرفی متداول در این روش ۳۰۰ تا ۲۰۰۰ آمپر میباشد،[2] جریانهایی تا ۵۰۰۰ آمپر نیز (برای قوسهای چندگانه) گزارش شدهاست.
در این روش از دستگاههایی با یک قوس یا با قوسهای چندگانه نیز میتوان بهره برد.
تاریخچه

در دهه ۱۹۳۰ تلاشهای زیادی جهت مکانیزه کردن فرایند جوشکاری قوسی انجام گردید. با توجه به محدودیتهای زیر استفاده از الکترودهای پوششدار ناممکن تشخیص داده شد.
- با توجه به نارسانا بودن پوشش محافظ، تماس الکتریکی بین منبع تغذیه الکتریکی و الکترود غیرممکن است.
- رول کردن الکترود موجب جدا شدن پوشش آن میگردد.
- تماس پوشش الکترود با قرقرههای تغذیه کننده الکترود باعث خرد شدن پوشش میشود.
در سال ۱۹۳۲ در ایالات متحده آمریکا با مدفون ساختن قوس الکتریکی و الکترود کربنی در زیر پوششی ضخیم از پودر محافظ، روش جوشکاری زیرپودری اختراع گردید؛ و در میانه دهه ۱۹۳۰ به روشی اقتصادی جهت جوشکاری بدل گردید.
در روش امروزین جوشکاری زیر پودری، اتصال فلزات توسط گرمای حاصل از قوس الکتریکی بین الکترود فلزی بدون روکش و قطعه کار انجام میگیرد. اتصال دو فلز به یکدیگر بدون اعمال فشار بوده وماده پرکننده از ذوب الکترود، سیم جوش ویا پودر فلزی تأمین میشود.

روشهای جوشکاری زیر پودری
جوشکاری زیرپودری میتواند به ۳ روش نیمه خودکار، خودکار و ماشینی انجام گیرد
روش نیمه خودکار
در این روش جوشکاری با استفاده از تفنگ جوشکاری دستی که وظیفه انتقال الکترود و پودر محافظ را دارد، انجام میشود. تغذیه سیم جوش
به صورت خودکار بوده و پودر محافظ تحت اثر نیروی گرانش از مخزن با ته مخروطی یا تحت فشار هوا توسط شیلنگ به محل اتصال، انتقال مییابد.
کاربرد این روش در سرعتهای متوسط و برای الکترودهای با قطر کم میباشد.
روش خودکار
جوشکاری به روش خودکار توسط دستگاه و کنترلکنندههای خودکار، بدون دخالت کاربر انجام میگیرد.
روش ماشینی
جوشکاری توسط ماشین انجام گرفته ولی شروع، پایان، نظارت بر جوشکاری، کنترل سرعت و تنظیم متغیرهای جوشکاری توسط کاربر انجام میگیرد.
برتریها
کاربردها
- جوشکاری مخازن تحت فشار
- خطوط لوله
- مخازن ذخیره
- سازههای سنگین
- کشتی سازی
- ساخت واگنهای راهآهن
- ساخت تیر ورق
طبقهبندی سیم جوش و فلاکسها
الکترودهای این روش از جوشکاری بر حسب ترکیب شیمیایی آن طبقهبندی شده و در قطرهایی از ۱ تا ۱۰ میلیمتر موجود است. الکترودهای ضخیمتر میتوانند جریان بیشتری از خود عبور داده و در نتیجه با سرعت بیشتری حوضچه را پر کنند، اما عمق نفوذ کاهش مییابد. جوشکاری فولادهای آلیاژی را میتوان به روشهای مختلفی انجام داد: الکترودهای سیم جامد از آلیاژ مورد نظر، الکترودهای کربنی ساده با ترکیبات آلیاژ در فلاکس یا الکترودهای فلزی لوله ای با افزودنیهای آلیاژ در هسته توخالی.[3]
مشخصات فلاکس و سیم جوشهای مربوط به جوشکاری زیرپودری فولادهای کربنی در استاندارد AWS A5.17 و فولادهای کم آلیاژ در AWS A5.23 آمدهاست. بسته به درصد منگنز، سیم جوشها به سه دسته تقسیم شدهاست. سیم جوشهای کم منگنز فولاد EL8، EL8K و EL12 هستند. سیم جوشهای منگنز متوسط فولاد شامل EM11K و EM12 و EM12K و EM13K و EM15K میباشند. سیم جوشهای منگنز بالای فولاد EH10K، و EH11K، و EH12k، و EH14 هستند.[1]
فلاکس و پودر همراه هر کدام از این سیم جوشها با حرف F مشخص شدهاند. اگر فقط از F تنها استفاده شود به معنای پودر درجه یک بدون اختلاط با پودر بازیافت شده میباشد. اگر از FS استفاده شود به معنای آن است که پودر بهطور کامل بازیافتی بوده یا مخلوطی از پودر بازیافتی و درجه یک میباشد. عددی که پس از F یا FS میآید به معنای خواص مکانیکی قابل دسترس میباشد.
به صورت کلی سه نوع پودر یا فلاکس مختلف از لحاظ واکنش پذیری با حوضچه مذاب و فلز جوش وجود دارد:[1]
- پودرهای فعال: پودرهایی که دارای درصد منگنز/سیلیکون کنترل شده و کمی هستند. مقاومت خوب در برابر تخلخل و ترک خوردگی از نتایج این آلیاژها است. از این پودرها زمانی استفاده میشود که فلز پایه درصد مشخصی از ناخالصی و آلودگی داشته باشد. از این پودرها برای جوشکاریهای تک-پاس و با کیفیت بالا استفاده میشود.
- پودرهای خنثی: پودرهای خنثی، پودرهایی هستند که تأثیر چندانی بر روی ترکیب شیمیایی فلز نمیگذارند. برای جوشکاری چند-پاسه و پلیتهایی با بیش از ۱ اینچ ضخامت استفاده میشوند.
- پودرهای آلیاژی: پودرهایی هستند که با الکترودهای فولاد کربنی ساده استفاده میشوند تا جوشهای آلیاژی ایجاد گردد. عناصر آلیاژی داخل پودر هستند و نه الکترود. از این پودرها برای جوشکاری فولادهای ساده و کم آلیاژ و برای سخت کاری سطح استفاده میشود.
منبع برق
برای جوشکاری زیرپودری میتوان از رکتیفایر جریان مستقیم (DC) یا ترانسفورمر جریان متناوب (AC) استفاده کرد. در جوشکاری با جریان مستقیم کنترل کامل بر روی حوضچه جوش، نفوذ، و سرعت وجود دارد و شروع قوس راحت تر انجام میشود.
برای جوشکاری زیرپودری هم از منابع برق جریان ثابت و هم از منابع ولتاژ ثابت استفاده میشود. از سیستمهای ولتاژ ثابت، سرعت ثابت بیشتر برای جوشکاری با سیم جوشهای نازک و جوشکاری سرعت بالای ورقهای نازک استفاده میشود.
منابع
- Edward R. Bohnart (۲۰۱۷). Welding: Principles and Practices. McGraw-Hill Education. صص. ۷۷۲. شابک ۰-۰۷-۳۳۷۳۸۶-۹.
- Kalpakjian, Serope, and Steven Schmid. Manufacturing Engineering and Technology. '5th ed'. Upper Saddle River, NJ: Pearson Prentice Hall, 2006.
- J. T. Black, Ronald A. Kohser (۲۰۱۹). DeGarmo's Materials and Processes in Manufacturing. صص. ۷۰۲. شابک ۱-۱۱۹-۴۹۲۹۳-۹.
- Ador Welding Limited, “Modern Arc Welding Technology”, Oxford & IBH Publishing Co. Pvt. Ltd. , Pp. ۱۸۷–۲۶۱٬۲۰۰۵.
- R. M. Nugent, R. J. Dybas, J. F. Hunt, D. W. Meyer, Submerged Arc Welding, AWS Welding Hand Book Vol. 2 Ch.6, Pp ۱۹۲–۲۳۱, ۱۹۹۰
- https://web.archive.org/web/20071109154113/http://www.twi.co.uk/j32k/twiimages/jk5f3.gif
- http://www.weldguru.com
- http://welderchoice.com
- https://wisewelders.com
{kind=link}