جوشکاری نقطهای
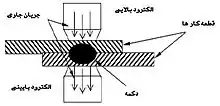
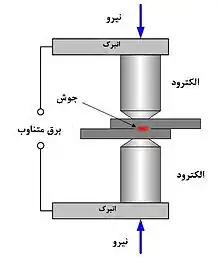
جوشکاری نقطهای (Spot Welding) روشی از جوشکاری مقاومت الکتریکی است که در آن برای ایجاد انعقاد از فشار و گرما بهطور همزمان استفاده میشود. گرما به دلیل مقاومت الکتریکی قطعات کار و تماس آنها در فصل مشترک به وجود میآید. پس از رسیدن قطعه به دمای ذوب و خمیری فشار برای آمیخته شدن دو قطعه بکار میرود. در این روش فلز کاملاً ذوب نمیشود.
گرمای لازم از طریق عبور جریان برق از قطعات و طبق فرمول زیر بدست میآید.
H=RI2t
جوشکاری نقطه ای، یکی از انواع جوشکاری مقاومتی است که از آن به منظور جوشکاری ورقها استفاده میشود. بهطور متوسط، ضخامت ورقهایی که با این روش جوشکاری میشوند، بین ۵/۰ تا ۳ میلیمتر است. در این نوع جوشکاری از دو الکترود مسی مشابه برای متمرکز کردن جریان بر روی قطعه کار و همچنین وارد کردن فشار روی قطعه کار استفاده میشود. نتیجه کار، خال جوشی است که به سرعت تا نقطه ذوب آن گرم میشود و با قطع جریان در آن نقطه، دو قطعه کار به هم متصل میشوند. مقدار گرمای تولیدی به میزان و مدت زمان انتقال جریان بستگی دارد. شدت جریان و مدت زمان عبور جریان توسط عواملی نظیر جنس و ضخامت قطعه کار و همچنین نوع الکترودها، انتخاب میشود. اگر جریان برای مدت زیادی از قطعه کار عبور داده شود، موجب خراب شدن جوش شده و قطعه کار ذوب میشود. حتی ممکن است سوراخی در نقطه موردنظر ایجاد شود.

جوشکاری نقطهای را به راحتی میتوان برای انواع اجناسی که از ورق ساخته میشوند، مانند سطلهای آهنی به کار برد. آلیاژهای آلومینیم را نیز میتوان با این روش جوش داد، اما هرچه قابلیت رسانایی الکتریکی و گرمایی بیشتر باشد، برای جوشکاری آنها شدت جریان را باید تا ۳ برابر افزایش داد. این کار مستلزم برخورداری از دستگاههای جوشکاری بزرگتر، قوی تر و گرانتری است. متداولترین کاربرد جوشکاری مقاومتی در صنعت خودرو است که در همه جا به منظور جوشکاری ورقهای بدنه خودرو به کار میرود. همچنین، دستگاههای مقاومتی را میتوان کاملاً اتوماتیک کرد. امروزه رباتهای جوشکار زیادی را میتوان در خطوط مونتاژ مشاهده کرد.
از دیگر کاربردهای جوشکاری مقاومتی، کلینیکهای دندانپزشکی است که در آنجا، تجهیزات کوچک جوشکاری مقاومتی برای چسباندن چسبهای فلزی به کار میروند.
