کنترل عددی
کنترل عددی (به انگلیسی: Numerical control به اختصار NC) به کنترل خودکار ابزارهای ماشینکاری (مانند دریلها، دستگاههای تراش و دستگاه فرز) یا چاپگرهای سهبعدی توسط یک رایانه گفته میشود.

دستگاههای CNC، دستگاههایی با ابزارهای قابل حرکت توسط موتور هستند که این موتور (یا موتورها) توسط رایانه کنترل میشوند. این رایانهها به کمک دستورهایی مرتب که G-Code یا M-Code نامیده میشوند، ابزارها را کنترل میکنند. این دستورها ممکن است به صورت دستی توسط اشخاص نوشته شده یا توسط نرمافزارهای CAM تولید شوند. پرینترهای سه بعدی نیز برای تولید قطعه ابتدا مدل رایانه ای را به صورت «لایه لایه ای» پردازش کرده و سپس توسط دستورهای G-Code قطعه را تولید میکنند.
در دستگاههای ماشین ابزار سیانسی مدرن، طراحی یک قطعهٔ مکانیکی و برنامه تولید آن کاملاً خودکار انجام میشود. هندسه مکانیکی جسم با استفاده از نرمافزارهای طراحی به کمک کامپیوتر (CAD) تعریف شده و پس از آن به وسیله نرمافزارهای ساخت به کمک کامپیوتر (CAM) به دستورهای تولیدی و ساختی تبدیل میشود. سرانجام این دستورها که برای سیستم یک ماشین تولیدی قابل فهم است، روی یک ماشین کنترل عددی (CNC) بارگذاری میشوند.[1]
از آنجایی که یک جزء خاص برای ساخته شدن ممکن است به ابزارهای متفاوتی چون: مته، ارّه و … نیاز داشته باشد؛ ماشین آلات مدرن اغلب ترکیبی از ابزارهای متعدد در یک «اتاقک» واحد هستند.
تاریخچه و کلیات
اولین ماشین ابزار دارای کنترلر عددی (NC) در سال ۱۹۵۲ و در دانشگاه MIT ساخته شد. این ماشین دارای کنترل حلقه بسته موقعیت دهی سه-محوره بود و بهطور کلی به عنوان اولین ماشین ابزار کنترل عددی شناخته میشود. در سال ۱۹۵۸، اولین مرکز ماشینکاری NC توسط Kearney و Trecker به بازار عرضه شد. مرکز ماشینکاری تلفیق مجموعه ای از ماشینهای ابزار مختلف بود که قادر به انجام بسیاری از فرایندها بودند (فرزکاری، دریل کاری، قلاویزکاری و بورینگ). این دستگاه NC قابلیت موقعیتیابی خودکار را داشت. تقریباً از همان ابتدا برای کمک به برنامهریزی این ماشینها، نیاز به رایانه بود. در عرض ۱۰ سال، ماشین آلات NC به ریزپردازندههای مستقل مجهز شدند و آنها را تبدیل به ماشین ابزار کنترل عددی رایانه ای (CNC) کردند که میتوانستند مستقیماً برنامهریزی شوند، اگرچه اصطلاح NC هنوز هم برای اشاره به فن آوری پایه استفاده میشود.[2]
با ظهور ماشینهای نوع NC (و اخیراً رباتهای قابل برنامهریزی)، دو نوع اتوماسیون تعریف شد. اتوماسیون سخت یا ثابت که ماشینهای انتقال و ماشینهای پیچ زنی اتوماتیک که توسط بادامک کنترل میشوند نمونههای آن هستند. اتوماسیون انعطافپذیر یا اتوماسیون برنامه پذیر که ماشینهای CNC و رباتهای یادگیرنده و برنامه پذیر نمونههای آن هستند. در این ماشینها کنترل به جای اینکه در سختافزار باشد در داخل نرمافزار انجام میشود.[2]
کنترل عددی یا NC از یک زبان پردازشی برای کنترل حرکت ابزار برشی یا قطعه کار یا هر دو استفاده میکند. این برنامهها مسیر یا موقعیتهای پایانی را که ابزار برش یا سایر تجهیزات باید دنبال کنند، همراه با پارامترهای ماشینکاری (سرعت، خوراک و عمق برش) برای ساخت قطعه مورد نظر، مشخص میکنند. دستگاههای CNC میتوانند هندسههای پیچیده را کنترل کرده و قطعات متوالی را با دقت تکرار کنند. قطعات ساخته شده در آینده همان قطعات ساخته شده امروز خواهند بود.[2]
تکرارپذیری و کیفیت نسبت به دستگاههای معمولی (دستگاههای دستی) بهبود مییابد. میتوان دستگاههای کارگیر (Workholding devices) را جامع تر کرده و زمان ستاپ و تغییرابزار را کاهش داد. به همین دلیل استفاده از ماشینهای ابزار برنامه پذیر میتواند برای تولید چندین قطعه یا حتی یک قطعه تنها، مقرون به صرفه باشد. ترکیب ماشینهای برنامه پذیر با اصول مدیریتی تولید ناب (lean manufacturing) میتواند به افزایش فوقالعاده کیفیت و بهرهوری بیانجامد.[2]
اصول کار ماشینهای CNC
کنترل یک ماشین ابزار با استفاده از ورودیهای متغیر توسط یک برنامه رایانه ای به عنوان کنترل عددی شناخته میشود و توسط انجمن صنایع الکترونیکی (EIA) به این صورت تعریف میشود: "سیستمی که در آن اَعمال با درج مستقیم دادههای عددی کنترل میشوند. سیستم باید حداقل برخی از دادهها را به طور خودکار تفسیر کند. "[3]
بهطور سنتی، ماشینهای ابزار NC دارای یک واحد کنترل ماشین (MCU) هستند (گاهی به آن کنترلر میگویند)، که خود از دو قسمت تشکیل شدهاست: واحد پردازش داده (DPU) و واحد حلقه های-کنترل (CLU). DPU دادههایی که از روی نوار یا هر وسیله دیگری خوانده میشود پردازش کرده و اطلاعاتی از قبیل: موقعیت دقیق هر محور، جهت حرکت خوراک، و دیگر سیگنالهای کنترل عملکرد-کمکی را به CPU ارسال میکند. CLU مکانیسمهای حرکت دستگاه را اداره میکند.[3]
سیستم موقعیتیابی در کنترل عددی
موقعیتیابی یکی از کارهایی است که در جریان کنترل عددی و در دستگاههای سی ان سی باید انجام گیرد تا دقت انجام کار برش و حکاکی در دستگاه در بالاترین سطح ممکن قرار گیرد. دستگاههای CNC و NC از دو شیوه متفاوت برای موقعیتیابی استفاده میکنند که یکی از آنها سامانه کنترل حلقه باز (Open-loop controller) و دیگری سامانه کنترل حلقه بسته (closed loop system) است.
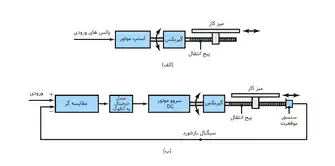
در سیستمهای حلقه باز سیگنالها توسط کنترلر به سرووموتورها فرستاده میشود، اما میزان حرکت یا موقعیت نهایی میزکار، جهت اصلاح آن سنجیده نمیشود. در مقابل، سیستم حلقه بسته به ترنسدیوسرها، سنسورها و شمارندههای مختلفی مجهز است که موقعیت میز کار را بهطور دقیق اندازهگیری میکنند. از طریق کنترل بازخورد دار، موقعیت میزکار با سیگنال فرستاده شده مقایسه شده، و زمانی که موقعیت میز با سیگنال فرستاده شده یکسان شد، حرکت متوقف میشود.[4]
سیستم کنترل حلقه باز
سیستم کنترل حلقه باز که تحت عنوان سیستم بدون پسخورد نیز نامیده میشود، یک سیستم کنترلی است که در آن خروجی کار تأثیری بر گامهای بعدی ندارد. در واقع در این سیستم، خروجی کار نه اندازهگیری میشود و نتیجه آن بر کارهای بعدی دستگاه تأثیر گذاری میشود. این روش در دستگاههای کنترل عددی بسیار ارزان قیمت است و امروزه در دستگاههای پیشرفته کمتر از آن استفاده میشود. نکته مهم در این روش، سهولت کار دستگاه است که نیازی به تنظیمات پیشرفته ندارد. اگر کالیبراسیون دستگاه به شکل مناسب انجام نگیرد یا اغتشاشاتی در انجام کار به وجود بیاید، سیستم حلقه باز چندان مطلوب نیست و به جای آن از سیستم حلقه بسته استفاده میشود.
دستگاههای CNC ساده گاهی اوقات از کنترل حلقه باز استفاده میکنند. استفاده از استِپ موتور برای دستیابی به جابجایی محور مورد نظر با ارسال تعدادی پالس DC کنترل شده، نمونه ای از کنترل حلقه باز CNC است. کنترل حلقه باز از نظر اقتصادی مقرون به صرفه است، اما نمیتواند بررسی کند که حرکت مورد نظر، واقعاً حاصل شده یا اینکه خطا را تصحیح کند.[3]
سیستم کنترل حلقه بسته
سیستم کنترل حلقه بسته یا سیستم پسخوردی به سیستمی گفته میشود که حرکت بعدی سیستم تحت تأثیر خروجی آن قرار دارد. در واقع بازخورد هر کدام از فعالیتهای دستگاه به کنترل کننده ارائه میشود تا بتواند از این طریق اشتباه در موقعیتیابی، سرعت و شتاب خود را درست کند و تغییرات لازم را به وجود بیاورد. این سیستم در دستگاه سی ان سی پیشرفته به کار گرفته میشود و معمولاً باعث افزایش قیمت دستگاه میشود.
سیستم کنترل حلقه بسته به یک ترنسدیوسر یا سایر انواع سنسورها نیاز دارد تا بتواند موقعیت میز دستگاه را تشخیص دهد و آن را به عنوان بازخورد موقعیت محور، یا بازخورد سرعت در صورتی که کنترل مسیر کانتور نیز مورد نیاز باشد، به MCU (واحد کنترل ماشین) ارسال کند.[3]
مختصات دکارتی
موقعیت کد G & M بر اساس یک سیستم مختصات سه بعدی دکارتی است. این سیستم یک نوع سیستم مختصات معمولی است که اغلب هنگام محاسبات در ریاضی دیده میشود. این سیستم برای نقشه مسیرهای ماشینها و هر گونه اقدام دیگری را که باید در یک مختصات خاص اتفاق بیافتد، طراحی شدهاست. مختصات مطلق چیزی است که بهطور معمول برای ماشین آلات استفاده میشود و نشان دهنده نقطه (۰٬۰٬۰) در طرح کلی است.
انواع سیستمهای کنترلی
در کنترل عددی دو نوع سیستم کنترل اصلی وجود دارد:
- سیستم نقطه-به-نقطه
- سیستم مسیر پیوسته
سیستم نقطه-به-نقطه
در یک سیستم نقطه-به-نقطه، که سیستم موقعیتیابی نیز نامیده میشود، هر محور دستگاه، بسته به نوع کار، به صورت جداگانه توسط پیچهای انتقال و با سرعتهای مختلف هدایت میشود. این ابزار ابتدا برای رفتن به نقطه تعریف شده با سرعت حداکثر حرکت میکند تا زمان غیرتولیدی کاهش یابد، اما بعد از نزدیک شدن ابزار به موقعیت تعریف شده عددی، سرعت آن کاهش مییابد؛ بنابراین، در عملیاتی مانند دریل کاری، ابتدا موقعیتیابی و سپس سوراخ کاری انجام میشود.[5]
سیستم مسیر پیوسته
در سیستم کانتورینگ، که به آن سیستم مسیر پیوسته نیز گفته میشود، عمل موقعیتیابی و عملیات مورد نظر هر دو باهم و در طول مسیرهای کنترل شده انجام میشوند، اما با سرعتهای مختلف. از آنجا که این ابزار در حین حرکت در مسیری تعیین شده عمل میکند (یعنی ماشینکاری، مته کاری، قلاویزکاری و … انجام میدهد) ، کنترل دقیق و هماهنگ سازی سرعتها و حرکات بسیار مهم است. سیستم کانتورینگ معمولاً در دستگاههای تراش، دستگاه فرز، دستگاه سنگ زنی، ماشین آلات جوشکاری و ایستگاههای ماشینکاری استفاده میشود.[5]
میان یابی
حرکت یک ابزار در طول یک مسیر (میان یابی) به صورت تدریجی بوده و توسط یکی از روشهای ساده انجام میشود. در تمام فرایندهای میان یابی، مسیر کنترل شده، مرکز دوران ابزار است. در برنامه کنترل عددی (NC) میتوان مقادیر اصلاحی برای ابزارهای مختلف، قطرهای مختلف ابزارها یا حتی سایش ابزار در حین کار را لحاظ کرد.[5]
- در درون یابی خطی، ابزار از ابتدا تا انتها در یک خط مستقیم و در امتداد دو یا سه محور حرکت میکند. از لحاظ تئوری، با کم کردن فاصله بین نقاط میتوان انواع پروفیل را با این روش تولید کرد، اما برای این کار باید داده زیادی پردازش شود.
- در درون یابی دایره ای، ورودیهای مورد نیاز مسیر، مختصات نقاط انتهایی، مختصات مرکز دایره و شعاع آن و جهت ابزار در امتداد قوس هستند.
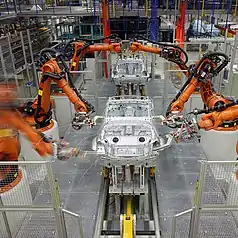
- در درون یابی سهمی و درون یابی مکعبی، مسیر با منحنیهای مبتنی بر معادلات ریاضی مرتبه بالاتر تقریب زده میشود. این روش در ماشینهای ۵-محوره بسیار کارامد بوده و در عملیاتهای Die-sinking کاربرد فراوانی دارد، برای مثال قالبهای شکل دهی ورقهای فلزی ساخت بدنه خودرو. این درون یابیها همچنین برای حرکت رباتهای صنعتی نیز استفاده میشود.[5]
نمونههایی از دستگاههای CNC
دستگاه فرز
فرز یک دستگاه ماشینکاری است که از ابزار تراش دوّار برای براده برداری از جسم مورد نظر استفاده میکند. محور ابزار تراش توسط برنامههای داده شده به دستگاه با پیشروی در یک جهت و زاویهٔ مشخص عمل براده برداری مورد نظر را انجام میدهد. بسیاری از فرزهای CNC از G-کد که یک کد استاندارد بین تمامی دستگاههای ماشین کاری سیانسی است استفاده میکنند. حرکت دستگاههای فرز، اغلب به سه راستای X(طول)،Y(عرض) وZ(عمق) محدود شدهاست. اما امروزه فرزهای CNC چهار تا شش محوره نیز در بازار وجود دارند.[6][7]
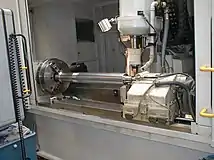
دستگاه تراش
دستگاه تراش، ماشین ابزاری است که برای تراشیدن و شکلدهی به قطعات چوبی و فلزی به کار میرود. این دستگاه مناسب برای قطعههایی است که مقاطع دایروی دارند. دستگاه قطعه را حول محور خود میچرخاند و عملیات شکلدهی را با تیغهٔ نصب شده انجام میدهد. به صورت کلی ماشین تراش در دو مدل معمولی (دستی) و CNC وجود دارد. ماشینهای تراش عمدتاً دارای دو محورX و Z هستند ولی امروزه دستگاههای پیشرفته تر که دارای ۳ محور (x و y وz) چهار محور و ۵ محور و ۶ محور و n محور ساخته میشود.
دستگاه برش پلاسما

دستگاهی است که به کمک آن قطعات (عموماً فلزی) را با استفاده از یک جت شتابدهندهٔ پلاسمای داغ برش میدهند. در این روش یک گاز نجیب یا هوای فشرده با سرعت بالا از نازل دستگاه دمیده میشود و در همان لحظه یک قوس الکتریکی اجاد شده و گاز به حالت پلاسما در میآید. پلاسما به اندازهٔ کافی گرم است تا فلز را ذوب کند. هوای فشرده دمیده شده نیز به اندازهای فشار دارد که فلز ذوب شده را از جای خود خارج کند. دستگاههای برش پلاسما با استفاده از کامپیوتر خود الگوی برش را به زبان قابل فهم خود، دریافت کرده و عمل برش را به صورت خودکار و یکنواخت انجام میدهند.[8] در فاز اولیه، قوس در داخل تورچ ایجاد میشود و یک منطقه کوچک پلاسمایی بوجود میآورد. اصطلاحاً به آن قوس پیلوت گفته میشود. پلاسما که اکنون رسانا شدهاست، توسط یک جریان گاز پرفشار (معمولاً هوای فشرده)، با فشار از نازل خارج میشود. سپس در معرض قطعه برش (آند) قرار میگیرد. پلاسما، مدار بین الکترود و قطعه کار را میبندد. سپس منجر به هدایت جریان جوشکاری و انتقال گرمای لازم برای ذوب میشود. بدین ترتیب قطعه کار برش میخورد. لازم است ذکر شود گازهایی که در این فرایند استفاده میشوند بر کیفیت نهایی سطح کار تأثیر بسزایی دارند.
دستگاه EDM یا اسپارک
در این دستگاه از تخلیه الکتریکی به منظور براده برداری استفاده میشود. فرایند براده برداری به وسیلهٔ جرقههای متناوب و کنترل شدهای است که بین دو الکترود (فلز دستگاه و قطعه کار) زده میشود. در این روش هیچگونه تماس مستقیمی بین الکترود و قطعهکار برقرار نمیشود. مبنای ایجاد تخلیهٔ الکتریکی پدیده شکست خازن است. هنگامی که فاصله بین دو الکترود (صفحههای خازن) کاهش مییابد شدت میدان الکتریکی افزایش یافته و تخلیهٔ الکتریکی رخ میدهد.
دستگاه برش جت آب

دستگاه برش جت آب (WaterJet Cutting) یک دستگاه برش در مقیاس صنعتی است که قابلیت برشکاری طیف وسیعی از مواد را داراست. در این دستگاه برای برش از یک جت آب پرفشار یا مخلوط آب پرفشار و مواد ساینده استفاده میشود که با استفاده از یک نازل به سطح جسم برخورد کرده و آن را برش میدهد. از مزایای استفاده از واترجت میتوان به درجه حرارت بسیار پایین در هنگام برش (برش سرد) و هزینه نگهداری کمتر نسبت به برشهای لیزر و پلاسما اشاره کرد.[9]
از دیگر دستگاههای سیانسی میتوان به موارد زیر اشاره کرد:
- دریلها
- ماشین آلات گلدوزی
- انواع دستگاههای ساینده و رندهها
- ماشین آلات پانچ
- دستگاه برش Hot Wire
- دستگاه برش لیزر
- چاپگرهای سه بعدی
- ماشین آلات جوشکاری
- و ….
جی-کد (G-Code)
تهیه برنامه کنترل برای استفاده در دستگاههای CNC یک مرحله حیاتی است. امروزه متداولترین زبان استاندارد سی ان سی، "G-code" نامیده میشود و نام خود را از کدهای حرکت ابزاری میگیرد که با حرف "G" آغاز میشوند. این زبان اولین بار در سال ۱۹۶۰ توسط انجمن صنایع الکترونیک (EIA) در ایالات متحده استانداردسازی شد و با نام RS-274D مشخص گردید. سازندههای مختلف ماشین ابزار در سراسر دنیا، کدها را بسته به نیازهای ماشین خود تغییر میدهند، اما عمده کدهای پایه یکسان باقی میماند. جدول زیر برخی از رایجترین دستورات حرکتی، ابزار و ماشین را برای برنامههای ماشینکاری CNC ذکر کردهاست. هر دستور از ترکیبی از حرف و عدد تشکیل میشود که به آن "کلمه NC" گفته میشود.[3]
| G90,G91 | مختصات مطلق، مختصات افزایشی |
| G20, G21 | سیستم مختصات اینچی، سیستم مختصات متریک |
| G00 | عبور سریع (حرکت به موقعیت) |
| G01 | درون یابی خطی |
| G02, G03 | درون یابی دایره ای (در جهت عقربههای ساعت، خلاف جهت عقربههای ساعت) |
| G82, G83, G80 | مته نقطه ای، مته دارکوبی، لغو سیکل ذخیره شده |
| G28 | بازگشت به نقطه صفر ماشین از طریق نقطه مرجع (محورهای مشخص شده) |
| M03, M04, M05 | روشن کردن اسپیندل در جهت عقربههای ساعت، روشن کردن اسپیندل در خلاف جهت عقربههای ساعت، خاموش کردن اسپیندل |
| M08, M09 | روشن کردن خنککننده، خاموش کردن خنککننده |
| G43 + H_; G49 | مقدار انحراف طول ابزار (TLO)؛ لغو TLO |
| G41,G42 + D_; G40 | جبران شعاع برش سمت چپ، جبران شعاع برش سمت راست؛ لغو جبران شعاع برش |
اپراتور با استفاده از این کدها، دستورهای لازم برای ایجاد طرح مورد نظر را به دستگاه میدهد. مثلاً با دریافت دستور G1 X100 Y100، ابزار روی یک خط مستقیم به مختصات (۱۰۰٬۱۰۰) حرکت میکند. این حرکت با دقت زیاد و بدون نیاز به اندازهگیری توسط اپراتور انجام میشود. به همین دلیل ماشینهای سیانسی، سرعت و دقت ماشینکاری را به مراتب افزایش میدهند.
نمونهای از کد راهبری ماشینها به شرح زیر است:
N0080 ... N0090 G00 X100 Y100 N0100 G00 Z-2 N0110 G01 X110 F20 N0120 Y200 F15 N0130 G00 Z10 N0140 ...
تفاوت دستگاههای CNC با NC
سیستمهای NC، از سختافزار الکترونیکی بر پایه تکنولوژی مدارهای دیجیتالی استفاده میکنند. CNC یک مینی کامپیوتر یا میکرو کامپیوتر را برای کنترل ماشین ابزار بکار میگیرد و تا حد امکان مدارهای سختافزار اضافی را در واحد کنترل حذف میکند. گرایش از NC بر پایه سختافزار، به CNC مبتنی بر نرمافزار، انعطافپذیری سیستم را افزایش داد و امکان تصحیح برنامهها را در حین استفاده فراهم ساخت. در دستگاه NC چیزی به نام کامپیوتر یا سنسور وجود ندارد؛ ولی در دستگاه CNC قطعه کار را روی صفحهٔ سنسور دار گذاشته و در اصطلاح آن را بند میکنیم. دستگاه به کمک هوش مصنوعی خود و با دادن طرح به کامپیوتر دستگاه، میتواند با وجود ۳ محور خود طرح مورد نظر را روی قطعه کار پیاده کند.[10]
منابع
- «سیانسی چیست؟ فرایند ماشینکاری CNC». میا. خرداد ۱۳۹۸.
- J. T. Black, Ronald A. Kohser (۲۰۲۰). DeGarmo's Materials and Processes in Manufacturing (ویراست ۱۳). John Wiley & Sons. صص. ۴۸۲. شابک ۱-۱۱۹-۷۲۳۲۹-۹.
- J. T. Black, Ronald A. Kohser (۲۰۲۰). DeGarmo's Materials and Processes in Manufacturing (ویراست ۱۳). John Wiley & Sons. صص. ۴۸۵. شابک ۱-۱۱۹-۷۲۳۲۹-۹.
- Serope Kalpakjian, Steven R. Schmid. Manufacturing Engineering and Technology. صص. ۱۰۶۲. شابک ۹۸۱۰۶۹۴۰۶۷.
- Serope Kalpakjian, Steven R. Schmid. Manufacturing Engineering and Technology. صص. ۱۰۶۲–۱۰۶۴. شابک ۹۸۱۰۶۹۴۰۶۷.
- Practical treatise on milling and milling machines. Brown & Sharpe Manufacturing Company. 1914. Retrieved 2013-01-28. صص. Brown & Sharpe ۱۹۱۴, p٫ ۷٫.
- Usher, John T. (1896). The Modern Machinist (2nd ed.). N. W. Henley. Retrieved 2013-02-01. صص. Usher ۱۸۹۶, p٫ ۱۴۲٫.
- «"What is CNC Plasma Cutting?"».
- About waterjets, archived from the original on 2010-02-13, retrieved 2010-02-13. پارامتر
|عنوان= یا |title=ناموجود یا خالی (کمک) - «دانلود مقاله آشنایی با ماشین هایCNC». دریافتشده در ۲۰۱۷-۰۳-۱۸.
