فرزکاری (ماشینکاری)
فرزکاری (به فرانسوی: Fraiser) به فرایند ماشینکاری توسط ابزارهای دوار برای براده برداری گفته میشود.[1] این کار ممکن است در محورهای مختلف، با تغییر جهت، و همراه با، یا بدون اعمال فشار انجام شود. فرزکاری گستره زیادی از فرایندها و ماشینها را پوشش میدهد. فرزکاری میتواند توسط گستره زیادی از ماشین ابزارها انجام شود. پس از ابداع کنترل عددی رایانه ای (CNC) در دهه ۱۹۶۰، دستگاههای فرزکاری تبدیل به ایستگاههای فرزکاری شدند؛ امکاناتی از قبیل تعویض ابزار خودکار، مخزن ابزار یا کاروسل (carousel)، قابلیت کنترل اتوماتیک توسط رایانه (CNC)، سیستمهای خنک کاری، و اتاقکهای بسته به آنها افزوده شدند. معمولاً ایستگاههای فرزکاری را به ایستگاه ماشینکاری عمودی (vertical machining center) و ایستگاههای ماشینکاری افقی (horizontal machining center) تقسیمبندی میکنند.

ماشین فرز افقی
محور این نوع ماشینهای فرز افقی و میز آنها در سه جهت عمود برهم -طولی و عرضی و قائم حرکت میکند. ماشینهای فرز افقی ممکن است ساده یا اونیورسال باشند. میز ماشینهای فرز افقی اونیورسال علاوه بر حرکات مذکور دور محور قائم میچرخد و در نتیجه نه تنها در جهت موازی یا عمود بر محور ماشین بلکه در امتداد هر زاویهای نسبت به آن در صفحه افقی حرکت میکند. ماشینهای فرز افقی بیشتر برای تراشیدن سطوح و شیارهای مستقیم و مارپیچ و فرم تراشی و رنده تراشی به کار میرود.
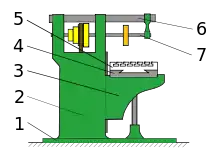
قسمتها اصلی ماشین فرز افقی ساده: ۱- ستون ۲- محور مکانیزم جعبه دنده ۳-جعبه دنده سرعت ۴- میز ۵- بازوی فوقانی ۶- گلویی ۷- صفحه رنده بند ۸- زانوی ماشین
ستون ماشین از آهن ریختگی و به شکل قوطی ساخته شده و در داخل آن الکتروموتور مکانیزمهای محرک، جعبه دنده سرعت، مکانیزم بار و گلویی ماشین سوار شدهاند.
زانوی ماشین تکیه گاه محکمی برای میز ماشین است و در قسمت فوقانی ان راهگاههایی جهت حرکت میز تعبیه شدهاست. برای اینکه بتوان قطعه کار را بهطور عمودی بار داد زانوی ماشین را طوری میسازند که بتواند در روی ستون قائم حرکت کند.
گلویی ماشین محوری است فولادی و مجوف که در ان تیغههای فرز ثابت میشوند. جعبه دنده سرعت برای تغییر دادن سرعت دورانی گلویی (محور) در نظر گرفته شدهاست. جعبه دنده بار برای حرکت میز در سه جهت به کار میرود.
ماشین فرز عمودی
_NT.PNG.webp)
ساختمان ماشین فرز عمودی، شبیه ماشین فرز افقی ست با این تفاوت که محور آن قائم است و میز آن در سه جهت عمود به یکدیگر حرکت میکند. از ماشینهای فرز قائم بیشتر برای تراشیدن سطوح به وسیله فرزهایی که لبه برندهشان روی پیشانی آنها قرار دارد استفاده میکنند.
انواع تیغههای فرز
ابزار برش در این دستگاه عبارتاند از تیغه انگشتی، پولکی، غلتکی، غلتکی پیشاتی، مدولی، چلچلهای، تی شکل، برشی فرم تراش، شیار تراش
عملیات مختلفی که به وسیله تیغههای فرز انجام میگیرد موجب تنوع شکل و اندازه این ابزارها شدهاست. چنانچه از این لحاظ بر تمام ابزارهای دیگر که در ماشینسازی مورد استفاده واقع میشوند رجحان دارد. با این حال انتخاب تیغه فرز در اغلب موارد به هیچ وجه دشوار نیست زیرا شکل و اندازه سطحی که باید فرز کاری شود و کیفیت عمل فرز کاری (زبر تراشی یا پرداختکاری) شکل و اندازه فرز را مشخص میکند. شکل هندسی تیغه فرز به شکل هندسی رنده برنده است و علاوه بر لبه برنده، آزاد، گوه، مارپیچ و غیره را دارا هستند تیغههای فرز را میتوان از لحاظ زیر تقسیمبندی کرد: الف) وضع دندهها نسبت به محور تیغه فرز: فرزهای غلطکی و مخروطی و زاویهای و پیشانی تراشی. ب) شکل دندهها: فرزهای دنده راست و دنده مارپیچ و دنده کج. ج) ساختمان داخلی: فرزهای یکپارچه ساده و مرکب و چندپارچه. د) طریقه بستن تیغه فرز: فرزهای سوراخدار و انگشتی. ه) طرز انجام کار: فرزهای غلطکی و پولکی و زاویهای و پیشانی تراش و فرم تراش و دنده تراش و پیچ تراش و غیره. تیغههای فرز را بر حسب شکل و نوع کاری که انجام میدهند به شرح زیر تقسیمبندی میکنند:
فرزهای غلطکی
فرزهای غلطکی با دندههای راست یا مارپیچ که بر سطح جانبی استوانهای قرار گرفتهاست برای تراشیدن سطوح همواره به کار میرود. امروزه بیشتر فرزهای غلطکی را با دندههای مارپیچ میسازند.
لبه برنده این فرزها تدریجاً در کار فرومیرود و در نتیجه تیغه فرز آرام تر کار میکند و سطح تراشیده شده به وسیله آن هموارتر و صافتر میشود. بهعلاوه هدایت براده در این فرزها بهتر انجام میگیرد زیرا خود دنده فرز نیز در کنار زدن براده کمک میکند. چون شماره دندههای فرز مارپیچی که در ان واحد با هم کار میکند زیادتر از فرزهای دنده راست است میتوان از شماره دندههای آن کاست و در نتیجه دندههای آنها را درشت تر از دندههای فرز دنده راست هم قطر آنها ساخت و به این ترتیب هم بر استحکام دندههای فرز افزود و هم فاصله بین دندهها را برای هدایت براده زیادتر کرد.
امروزه از فرزهای دنده راست فقط برای تراشیدن سطوح به عرض ۳۵ میلیمتر استفاده میکنند. زاویه تمایل دندههای مارپیچی را برای فرزهای دنده ریز در حدود ۲۰ تا ۲۵ و برای فرزهای دنده درشت در حدود ۵۰ تا ۵۵ درجه انتخاب میکنند. نقص فرزهای دنده مارپیچ این است که هنگام فرز کاری با آنها فشار محوری ایجاد میشود. مقدار این فشار به زاویه تمایل دندهها بستگی دارد. به این دلیل گاهی دو تیغه فرز دنده مارپیچ را که جهت تمایل دندههای آنها مخالف یکدیگر (یکی راست و دیگری چپ است) ولی زاویه تمایل آنها مساوی است روی ماشین فرز میبندند تا فشار محوری آنها روی آربور و محور ماشین خنثی شود.
فرزهای پولکی
این فرزها را برای درآوردن شیارهای مختلف و بریدن فلزات و کارهای دیگر به کار میبرند. دندههای فرز شیارتراشی هم از جلو و هم از طرفین کار را میتراشند یعنی سطح جانبی فرز عمل اصلی فرز کاری را انجام میدهد و پیشانیهای آن جدار شیار را صاف و پرداخت مینماید.
فرزهای پولکی برای درآوردن شکافهای باریک (شیار سرپیچها و غیره) و بریدن فلزات به کار میروند و گاهی فرزهای ارهای نیز نامیده میشوند. به وسیله این تیغه فرزها میتوان شکافهایی به عرض ۳/۰ تا ۴ میلیمتر در فلزات ایجاد نمود. فرزهای غلطکی و پولکی بزرگ را اغلب دو پارچه میسازند یعنی بدنه فرز را از فولاد معمولی و تیغههای آن را از فولادهای ابزار یا تندبر ساخته به یکدیگر متصل میکنند.
فرزهای انگشتی

این فرزها دارای ساق مخروطی یا استوانهای هستند که به وسیله کلاهک یا فشنگهای مخصوص در سوراخ محور ماشین فرز محکم میشوند. از این فرزها برای تراشیدن شیارهای باریک به اشکال مختلف استفاده میشود.
تیغههای فرز: این تیغهها نگاتیو دندهها هستند و با براده برداری از دیسک شکل دنده را ایجاد میکنند.
جستارهای وابسته
منابع
- Brown & Sharpe Manufacturing Company. Practical Treatise on Milling and Milling Machines.
مدیریت تولید / سیاوش مهدیان شابک ۹۶۴-۵۸۰۸-۰۷-۳
