چاپ سهبعدی
چاپ سهبعدی (به انگلیسی: three-dimensional printing: 3D printing) شامل مجموعهای از فرآیندها است که مواد بهصورت کنترلشدهای به یکدیگر پیوند داده میشود تا یک شی سهبعدی ساخته شود. معمولاً این کار بهصورت لایهلایه انجام میشود. در تعریفی دیگر، چاپ سهبعدی هر فرایندی را گویند که در آن با قرارگیریِ پیدرپیِ لایههایی به روی یکدیگر، در یک سطحمقطع دوبعدی، اشیائی سهبعدی ساخته میشود. این فرایند نظیر همان رویدادی است که با پاششِ مرکب یا جوهر بر روی کاغذ در انواع دیگر چاپ سراغ داریم؛ با این تفاوت که در چاپ سهبعدی این اتفاق با تبلور، سفتشدن یا انقیاد یک مادهٔ مایع یا پودرمانند در هر نقطه از مقاطعِ عرضیِ آن جسمی که میخواهیم چاپش کنیم میافتد. وجود رایانه در چنین فرایندی یک ضرورت است، چراکه پایه و اساس آن بر «طراحی به کمک رایانه (کَد)» استوار است.[1]
تاریخچهٔ چاپ سهبعدی
اولین فناوری چاپ سهبعدی در سال ۱۹۸۰ میلادی مشاهده شد. دکتر کودامای ژاپنی اولین بار این فناوری را به نام خود ثبت کرد. در آن زمان این فناوری نمونهسازی فوری خوانده میشد، این نامگذاری به این دلیل بود که این فناوری در واقع برای ساخت سریع و کمهزینهٔ نمونهٔ اولیه برای یک تولید انبوه طراحی شده بود.
سپس «چالز چاک هال» ( Chuck Hull) در سال ۱۹۸۶ میلادی دستگاه استریولیتوگرافی را به نام خود ثبت کرد. البته هال دستگاه خود را در سال ۱۹۸۳ اختراع کرده بود (هال بعدها گفت که اختراعش از تلاش برای حل یک مشکل شروع شد: اولین بار در سال 1983 ایدۀ چاپ قطعات سه بعدی به ذهن چاک هال خطور کرد، در شرکتی حوزه صنعت مبلمان کار میکرد که برای سخت کردن پوشش روی میزها از نور UV استفاده می کردند. او در طول کار مجبور بود نمونههای پلاستیکی را از طریق نوعی قالبگیری تولید کند که خودش آن را «فرایندی واقعاً خسته کننده» توصیف میکرد. او با در نظر گرفتن زمان و تلاش لازم برای این کار، به دنبال راهی بود که روند کاری خود را ساده تر و سریع تر کند) منبع. چاک هال بعد از ثبت اختراع در حال تأسیس و جذب سرمایه گذار برای شرکت 3D Systems[2] بود که در آن زمان به نام RP Systems شناخته میشد و هماکنون نیز یکی از بزرگترین فعالان حوزهٔ چاپ سهبعدی است. در آنجا بود که اولین نمونهٔ این دستگاه را با نام SLA-1 ساخت و در سال ۱۹۸۷ میلادی آن را معرفی کرد و در سال ۱۹۸۸ به اولین تست موفق دست پیدا کرد.
در همان زمانها کارل دکارد که در دانشگاه تگزاس مشغول بود در سال ۱۹۸۷ فرایند نمونهسازی فوری با پخت لیزری قابل انتخاب را با نام خود پر کرد. این ثبت اختراع در سال ۱۹۸۹ میلادی صادر شد و بعد از آن مجوزش به DTM Inc. داده شد و بعدها توسط 3D Systems خریداری شد.
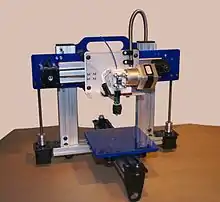
در همان سال ۱۹۸۹ میلادی اسکات کرامپ، یکی از مؤسسان Stratasys Inc،[3] ثبت اختراع دستگاه مدلسازی لایههای مذاب را اعلام کرد و آن را به کمپانی اختصاص داد. البته این فناوری هماکنون بهصورت مدل متنباز رِپرَپ (RepRap)[4] بسیار فعال است.
اصطلاح «چاپ سهبعدی» (اختصاراً 3DP) نخست به فرایند ویژهای تخصیص یافت که توسط دانشمندان دانشگاه امآیتی در سال ۱۹۹۳ (۱۳۷۲ش) ثبت اختراع شد و سپس طی قراردادهایی اجازهٔ (لیسانس) آن به کارخانهداران زیادی واگذار شد. امروزه این اصطلاح بهمثابهٔ یک عنوان عام برای شماری از فرایندهای مرتبط نیز استفاده میشود.[1]
مواردی که در بالا به آنها اشاره شد بخشی از مهمترین فعالیتها در تاریخ حوزهٔ چاپ سهبعدی بود که هماکنون این فناوری را به مکانی که هست رسانیده. بهغیر از موارد بالا اتفاقات دیگری نیز در این حوزه رخ دادهاست، مانند ساخت اولین چاپگر رومیزی، اولین چاپگر ارزانقیمت و …
مراحل چاپ سهبعدی
با اینکه روشهای مختلفی برای چاپ سهبعدی وجود دارد، اما مراحل اصلی همهٔ آنها مشترک است:
۱. ساخت فایل سهبعدی: اولین مرحله در چاپ سهبعدی ساخت مدل سهبعدی آن در رایانه است. این کار به کمک تمامی نرمافزارهای مدلسازی سهبعدی مرسوم یا CAD انجام میشود. از مهندسی معکوس و اسکن سهبعدی قطعهای که موجود است نیز در بعضی موارد میتوان استفاده کرد.[5]
۲. ساخت فایل STL مدل: برای اینکه چاپگر سه بعدی، بتواند مدل سه بعدی طراحیشده را شناسایی کند، فرمت CAD این مدل باید تبدیل به فرمتی شود که برای چاپگر3بعدی قابل خواندن باشد؛ برای این منظور، فایل باید تبدیل به فرمت استیال (STL: STereoLithography) شود. فرمتهای 3DP و OBJ نیز با محبوبیت کمتری کاربرد دارند. فرمت استیال برای معرفی مدل به چاپگر از چندوجهیها یا مثلثها استفاده میکند. پس از ساخت فایل استیال، آن را داخل یک برنامه ـ که عمل لایهگذاری فایل را انجام میدهد و «Slicer» نامیده میشود ـ در اصطلاح، Import یا واردسازی میکنیم. برنامهٔ «اسلایسر» مدل را میگیرد و آن را تبدیل به G-code میکند. جیکد زبان برنامهنویسی دستگاههای سیانسی و چاپگرهای سهبعدی است.[5]
۳. چاپ مدل: دستگاههای مختلف وجود دارند که هر کدام با سازکارهای مختلفی قطعهٔ مدل را چاپ میکنند.[5]
۴. جدا کردن قطعهٔ چاپ شده: در بعضی دستگاهها جدا کردن قطعهٔ کاملاً ساده و بدون مشکل انجام میشود. در بعضی مدلهای صنعتیتر، این کار یک فرایند کاملاً فنی و دقیق است.[5]
۵. پسپردازش (Post-Processing): پسپردازش یا مرحلهٔ پستولید در فناوریهای مختلف متفاوت است. در بعضی موارد قطعه باید زیر اشعهٔ فرابنفش بهعمل آید.[5]
ویژگی چاپگرهای سهبعدی
تمامی روشهای چاپ سهبعدی ـ که بهاصطلاح «تولید افزایشی» یا «ساخت افزایشی»[6] نامیده میشوند ـ وجه مشترکشان این است که پردازش در آنها بهصورت پیرفتی یا مرحلهمرحله انجام میشود ـ برخلاف آنچه در ریختهگری یا قالبگیری بهصورت تکمرحلهای رخ میدهد، که فرایندی تحکیمی[7] دارند؛ یا آنچه در برشکاری یا برادهبرداری از یک تودهٔ مکعبی حاصل میشود، که فرایندی کاهشی را طی میکنند. ساخت به روشهای چاپ سهبعدی نسبت به شیوههای رایجِ پیشین امتیازات مهمی دارد، ازجمله:
- عدم نیاز به تجهیزات گرانقیمتی که در کارخانجات ذوب فلزات و برای فرایند فرزکاری بهکار گرفته میشود؛
- قابلیت ساخت قطعاتی با ساختار پیچیده و نامتعارف سفارشی، در مدتی کوتاه؛
- تولید ضایعات کمتر.
از طرف دیگر، اشکالاتی هم در قیاس با شیوههای سنتی ساخت و تولید بر آن وارد است:
- امکان تولید در تعداد و سرعت کم؛
- استحکام، دقت و جلای کمتر سطوح؛
- مواد بهنسبت محدودی که میتوانند پردازش کنند و جنس محصولات خروجی را تشکیل دهند؛
- محدودیت بسیار در خصوص ابعاد سازهای که میتوان با قیمتی متعادل و بدون اعوجاج از این طریق ساخت.[1]
وجه مشترک چاپگرهای سهبعدی
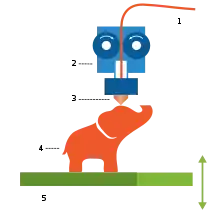
ساختار لایهلایه و کاربست یک طراحی سهبعدی کَد در این چاپ اساساً همان دو چیزی است که چاپ سهبعدی را نهتنها از چاپهای دیگر که دوبعدی هستند، بلکه از تمامی شیوههای سنتیِ تولید اجسام متمایز میکند. برای ساخت یک جسم توسط چاپگر سهبعدی صدها و بلکه هزاران لایه بر روی یکدیگر سوار میشوند تا فرم نهایی شکل بگیرد و در مرتفعترین نقطهٔ راستای عمودیاش تکمیل شود. به این فرایند تولید افزایشی گفته میشود. توسط نرمافزارهای کَد، مهندسان مدل رایانهای سهبعدی حجم موردنظر را آماده میکنند، تا با چاپگر سهبعدی ساخته شود. این مدل برای ماشین به برشهای متعدد دوبعدی ترجمه میشود و ـ مبتنی بر یک دستورالعمل ـ به چاپگر گفته میشود که مادهٔ اولیه را دقیقاً در کدام مناطق هر یک از لایههای متوالی پر کند.[1]
در واقع این واژهٔ تولید افزایشی (additive manufacturing)[8] است که این روش تولید را از تمامی متدهای تولید سنتی جدا کردهاست. متد چاپ سهبعدی بهنحوی است که لایههایی با دقت کسری از میلیمتر را بهصورت بخش بخش میسازد در حالی که متدهای سنتی تماماً بر اساس برادهبرداری یا قالبریزی و ریختهگری بودهاند و خود کلمهٔ «manufacturing» ریشهٔ لغوی در زبان فرانسوی دارد که به معنای «با دست ساخته شده» است. در روشهای سنتی که ذکر شد محدودیتها و معایب بسیاری دیده میشود. مثلاً در روش برادهبرداری که از یک قطعهٔ بزرگتر به جسم نهایی میرسند؛ معمولاً ۹۰٪ از ماده هدر میرود، که هزینهٔ زیادی برای تولیدکننده و درنتیجه مصرفکننده خواهد داشت. در مقابل ایدهٔ چاپ سهبعدی لایهها را بر روی هم میسازد و هدررفت کمتری مادهٔ اولیه خواهیم داشت، بهصورت خودکار انجام میشود و دقت بالایی نیز دارد.
چاپ سهبعدی یک فناوری توانمند است که طراحان را تحریک و تشویق میکند و به آنها آزادی طراحی بیسابقهای میدهد و این در حالی است که این فرایند ابزار کمتری نیاز دارد و نتیجتاً باعث کاهش هزینههای سنگین میشود. همچنین بهوسیلهٔ این فناوری قطعات را میتوان بهطور خاص طراحی کرد و نیازی به مونتاژ با هندسه و ویژگیهای پیچیده برای دستگاه نیست.
این فناوری همچنین بهعنوان یک فناوری با مصرف بهینه انرژی ظهور کردهاست و همچنین هیچگونه آلودگیای برای محیط زیست ندارد. با استفاده از مواد استاندارد طول عمر قطعات بیشتر میشود، آنها کاهش مییابد و در عین حال استحکام بالا میرود.
کاربردها


معمولاً چاپ سهبعدی برای ساخت پیشنمونههای پلاستیکی یا فلزی در فرایند طراحی اجزائی جدید از یک محصول بزرگتر کاربرد دارد. بااینحال، میتواند در ساخت یک محصول کامل برای ارائه به مشتریان نیز بهکار آید. آنچه با چاپگرهای سهبعدی ساخته میشوند دامنهٔ وسیعی دارد: از پیکرههای کوچک پلاستیکی گرفته، تا بافت قالبها، قطعات استیل ماشینآلات، و ایمپلنتهای تیتانیوم که در جراحی استفاده میشوند.[1]
امروزه مدلسازی سهبعدی در رشتههای گوناگونی همچون قطعه سازی، معماری، طراحی صنعتی، روباتیک، صنایع هوافضا و… رایج است. این مدلسازیها تا پیش از این به شکل تصاویر دوبعدی روی صفحههای نمایشگر یا روی کاغذ ارائه میشدند تا افراد با دیدن آنها درکی از آنچه طراحان در ذهنشان دارند بدست آورند.
چاپگرهای سهبعدی توانایی تولید هر نوع قطعهای با هر شکل و زاویهای که باشد، تو پر باشد، یا تو خالی، صاف باشد یا منحنی، … هر قطعهای با هر طراحی را دارد. این نیاز در همه جا قابل لمس است. صنعت، پزشکی، آموزشی، خودرو سازی، نظامی و هر کاری که نیاز به شبیهسازی، تولید ماکت و ساخت طرح اولیه دارد، با استفاده از چاپگر سهبعدی، هم میتواند، فرایند زمانبر شبیهسازی و ساخت ماکت قطعات را تسریع بخشد و تنها با چاپ گرفتن طرح سهبعدی در زمانی بسیار کم، به بررسی قطعه بپردازد.
امکانسنجی و ایده پردازی چاپهای سهبعدی برای بار اول در سال ۱۹۵۰ به ذهن دانشمندان راه یافت. طرح اولیهٔ چاپگرهای سهبعدی در دههٔ هشتاد با نام پیشنمونهسازی فوری ارائه و اولین نمونه از آن توسط چارز هال ساخته و به نام این دانشمند ثبت شد. اما چاپگرهای سهبعدی امروزی برای اولینبار با روش استریولیتوگرافی (SLA) در سال ۱۹۸۶ ساخته و دو سال بعد وارد بازار شدند. در سالهای اخیر فناوری چاپ سهبعدی از پیشنمونهسازی فوری و فرایند تولید صنعتی فراتر رفتهاست به کمپانیهای کوچک و حتی فعالیتهای شخصی راه پیدا کردهاست.
چاپگرهای سهبعدی تجاری هرروز فرایند تولیدشان را بهبود میبخشند و با پیشرفتهای ریزودرشت میروند تا راه خود را در بازارِ وسایلِ تولیدکنندهٔ یک محصول نهایی باز کنند. همچنین، پژوهشگران دائماً در پی آزمایش مواد و راهکارهای متفاوت برای یافتن راههایی هستند که بتوان با چاپگرهای سهبعدی محصولات ناهمگونی را از بدنهٔ خودرو گرفته، تا بلوکهای سیمانی و محصولات خوراکی از مواد غذایی تولید کرد.[1]
هوافضا
چاپ سهبعدی در هوافضا، نوآوری سریع و پروازی با اعتمادبهنفس را رقم میزند. این فناوری به محققان کمک میکند ایدههای خود را بهراحتی تصویرسازی کنند و بهتر بتوانند تحقیقات خود دربارهٔ فضای ماوراء جو زمین را کامل کنند. در گذشته، طراحان در هوافضا باید زمان زیادی را صرف تصور و مدلسازی میکردند. امروزه فناوری چاپ سهبعدی این اجازه را به مهندسان هوافضا میدهد که در ساخت تجهیزات، دستگاهها و قطعات یدکی هواپیما بتوانند اختراعات خود را بهسادگی نمونهسازی کنند و قالبهای مختلفی را چاپ کنند و حتی در تعمیر قطعات هواپیمای خود سرعت عمل بیشتری داشته باشند. عدم وابستگی به ساخت در قالبها و درنتیجه افزایش توانایی برای تولید قطعات پیچیده بدون محدودیت در هندسه باعث شده که این روش نسبت به روشهای قدیمیتر همچون ریختهگری و ماشینکاری پیشرفت چشمگیری داشته باشد. از مزایای استفاده از این فناوری ساخت قطعات یکپارچه و مستحکم است، به گونهای که دیگر نیاز به مونتاژ چندین قطعه روی هم نیست. در سالهای اخیر، شاهد تولید نهایی قطعات موتور فضاپیماها و موشکها توسط چاپگرهای سهبعدی هستیم. با توجه به محدودیتهای موجود در بهکارگیری روشهای دیگر ساخت قطعات در فضا شیوهٔ استفاده از چاپ سهبعدی روشی منحصربهفرد در ساخت قطعات موردنیاز در فضا است.
بطورکلی کاهش وزن سبب کاهش سوخت در صنعت هواپیماسازی میشود. شرکت تحقیقاتی EADS موفق به تولید قطعاتی شده است که از نظر وزن بسیار سبکتر از نمونههای مشابه است.[9]
معماری
ساخت سریع جزئیات ساختمان، مدلها و ماکتهای بادوام از طراحیهای مختلف معماری بهتر از هر روش دیگری با چاپ سهبعدی امکانپذیر شده است. فناوری چاپ سهبعدی به معماران و شرکتهای معماری کمک میکند که به طرز حیرتانگیزی ماکتی بادوام و دقیق از مدلهای طراحیشده و آرایههای مختلف طرح خود داشته باشند.
خودروسازی
چاپ سهبعدی نمونه طراحی شده قطعات در خودروسازی و بررسی دقیق نمونه، قبل از تولید، از کوچکترین خطایی در تولید جلوگیری میکند و به طراحی دقیقتر تجهیزات کمک میکند. مهندسان میتوانند، با چاپ سهبعدی نمونهٔ قطعات با حجم کم، بررسیهای لازم را دقیقتر انجام دهند و از تولید و اشتباهات مکرر جلوگیری کنند. چاپ سهبعدی موانع نوآوری در تولید را میشکند و حرکت در راستای تولید مطمئن را سرعت میبخشد.
شرکت سوئدی کونیگزگ در سال ۲۰۱۴ یک ابرخودرو را معرفی کرد که بسیاری از اجزای آن از طریق تکنولوژی پرینترهای سه بعدی طراحی و اجرا شده بود.[10] نام این خودرو که نخستین خودرویی است که با این تکنولوژی ساخته شد Urbee میباشد.[11][12][13]
قطعات صنعتی
تولیدات صنعتی بر پایهٔ طراحی دقیق و حرفهای قطعات استوار است. این امر نیاز به بررسی دقیق نمونه قبل از تولید دارد، که چاپگرهای سهبعدی کمک شایانی در این زمینه به تولیدکنندگان میکند. با استفاده از چاپ سهبعدی، میتوان سفارشهای سریع قطعات با ساختار پیچیده را با تمام جزئیات بررسی و نواقص را رفع کرد.
تجهیزات نظامی
تجهیزات نظامی دارای ساختاری پیچیده و قطعاتی ظریف و حساس است، که این امر مدلسازی و ماکتسازی طرح اولیه را مشکل میکند. با استفاده از چاپگرهای سهبعدی، میتوان هر نوع قطعهای با هر ساختاری را چاپ کرد. در طراحیهای صنعتی بهعنوان پیشساز قطعات نیز از چاپگرهای سهبعدی استفاده میشود.
تجهیزات پزشکی
برای تولید تجهیزات پزشکی و طراحیهای دقیق در این زمینه، و همچنین تولید اندامهای مصنوعی، نیاز به تولید طراحی قالبهایی با ابعاد و متریال بادوام است که چاپگرهای سهبعدی پاسخگوی این نیاز در علم پزشکیاند.
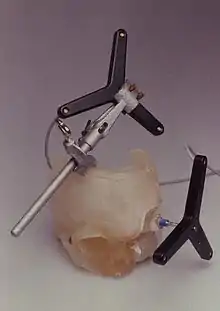
زیستچاپ سهبعدی اصطلاحی است که در تعریف کاربرد راهکارهای چاپ سهبعدی برای تولید ساختارهای زیستی، نظیر بافتها و اعضای بدن، استفاده میشود. زیستچاپ عمدتاً بر مبنای فنّاوریهای موجودِ چاپ، نظیر چاپ جوهرافشان و لیزری، توسعه یافته است؛ با این تفاوت که در آن از جوهر زیستی (تعلیقهایی از سلولهای زنده و محیط کشت سلولی) استفاده میشود، و ممکن است در مایکروپیپتها یا ابزاری نظیر آن آماده شده باشد که نقش کارتریج را در چاپگر ایفا میکند. اعضا و نسوجِ حاصل از فناوری زیستچاپ سهبعدی به کمک سلولهای بنیادی مشخصاً در خدمت پزشکی ترمیمی قرار میگیرند. این فناوری قادر است به بیماری که نیاز به پیوند اعضا دارند کمک شایانی کند. فناوری چاپ زیستی سهبعدی با چاپ اندامهای زنده به کمک سلولهای بنیادی و مواد زیستی میتواند این مشکل را حل کند.
هنر
در سال ۲۰۰۵، مجلههای دانشگاهی، از احتمال استفاده چاپگرهای سهبعدی در رشتههای هنری خبر دادند، که توسط Martin John Callanan در دانشگاه معماری Bartlett پیگیری میشد. به مرور، چاپگرهای سهبعدی، با توانایی ارائهٔ کالاهای اختصاصی مانند قابهای موبایل دلخواه، عروسک، مجسمه و شکلاتهای سهبعدی محبوبتر شدند.
انواع فناوریهای بهکارگرفتهشده در چاپگر سهبعدی
در اغلب فرایندهای چاپ سهبعدی، مادهٔ اولیه عبارت است از پلاستیک نرم یا پودر فلز. معمولاً پودر در کارتریجها یا بسترهایی جای گرفته است که در مقادیر بسیار اندکی توزیع میشود و توسط نورد یا تیغهای بر روی بستری که آن بخش از مدل در حال ساختهشدن است تغذیه میشود. ضخامت این لایهها، که بر هم مینشینند، به همان اندازهٔ ذرات پودر مادهٔ اولیه است و میتواند تا حد ۲۰ میکرومتر نازک باشد. در چاپگر سهبعدی ساخت دانشگاه امآیتی (MIT’s 3DP) فرایند لایهگذاری توسط دستگاهی شبیه به هدِ یک چاپگر جوهرافشان انجام میشود. بدین صورت که صفی از افشانکها پیوندهای را طبق الگویی که برنامهٔ رایانهای تعیین کرده است توزیع میکنند، سپس لایهٔ تازهای از پودر مادهٔ اولیه بر روی تمام نقاطی که در حال ساختهشدن است پخش میشود و به همین ترتیب فرایند مزبور تکرار میشود. در هر تکرار، بسترِ سازه درست بهاندازهٔ ضخامت لایهٔ جدید پایین آورده میشود. زمانیکه فزایند چاپ به پایان رسید، حجم ساختهشده بالا میآید، از پودرهای اضافه پاک میشود و بعضاً سطح آن در مرحلهٔ پستولید یک پرداخت نهایی میطلبد.[1]
چاپگرهای سهبعدی اولیه بیشتر به ساختن پیکرنماهایی نسبتاً زمخت از جنس پلاستیک، سرامیک و بعضاً گچ قادر بودند؛ اما با گذشت زمان، چاپگرهای پیشرفتهتری ساخته شد که به تولید حجمهایی از جنس فلز با دقت و دوام بیشتر هم توانا شدند.[1]
استاندارد ISO/ASTM 52900، برای اولینبار، در سال ۲۰۱۵ منتشر شد و در آن هفت گونهٔ کلی برای فناوریهای چاپ سهبعدی مشخص شدهاست:[5][14]
۱. الکستروژن ماده (Material Extrusion)
۲. پلیمرازیسیون در ظرف (Vat Polymerization)
۳. جوش بستر پودری (Powder Bed fusion)
۴. مادهپرانی (Material Jetting)
۵. پیوندهپرانی (Binder Jetting)
۶. نشستدهی با انرژی مستقیم (Direct Energy Deposition)
۷. ورقچینی لایهای (Sheet Lamination)
دستگاه استریو لیتوگرافی (Stereo lithography Aparatus (SLA
این روش نخستین روش در حوزهٔ چاپ سهبعدی است، که در سال ۱۹۸۸ میلادی توسط شرکت 3D SYSTEMS آمریکا، بر اساس اختراع آقای چارلز هال (Charles Hull) معرفی شد. در این روش، از رزین فوتوپلیمر برای تولید قطعات استفاده میشود، که آن را بهصورت گزینشی توسط لیزری با طولموج خاص سفت میکنند. دستگاه استریولیتوگرافی از یک سکوی ساخت تشکیل شدهاست، که قطعهٔ موردنظر بر روی آن ساخته میشود و در داخل یک مخزن حاوی رزین در راستای عمودی حرکت میکند. همچنین یک سیستم لیزر در بالای دستگاه قرار دارد که بههمراه یک سیستم اسکن لیزر دوبعدی لکهٔ لیزر را بر روی سطح رزین در قسمت مشخص میتاباند و باعث سفتشدن آن و تشکیل قطعه میشود. قطعه بهصورت لایهلایه بر روی هم ساخته میشود و به بالا میآید و ضخامت هر لایه در این روش حدوداً ۷۰ تا ۵۰۰ میکرون است.
در این روش، لازم است تا در زیر قسمتهایی از قطعه که دارای زاویهٔ منفیاند ساپورتگذاری شود، که این کار توسط نرمافزارهای مربوطه انجام میشود. نیاز به ساپورتگذاری در این روش برخی محدودیتها را در قطعات تولیدی ایجاد میکند.
پردازش نور دیجیتال Digital Light Processing (DLP)
این فناوری مثل استریولیتوگرافی با فوتوپلیمر کار میکند. تفاوت عمدهٔ این دو روش در منبع تابش پرتو آنهاست. در «فرایند تابش نور» از یک منبع نور معمولی استفاده میشود، بههمراه یک صفحهٔ LCD یا DMD که تمام سطح مخزن حاوی رزین فوتوپلیمر را در یک لحظه تحتتأثیر قرار میدهد و در واقع هر لایه را در یک لحظه میسازد و بههمیندلیل عموماً از فناوری استریولیتوگرافی سریعتر است.
همانند استریولیتوگرافی، فناوری دیالپی قطعاتی با دقت بسیار عالی میسازد و همچنین مشکلات مشابهی نیز دارند. یکی از مزایای این روش نسبت به استریولیتوگرافی آن است که در فرایند تابش نور به یک مخزن حاوی رزین با عمق بسیار کم نیاز است. این باعث کاهش هزینه و صرفهجویی در هدررفت مواد اولیه میشود.
پردازش نمایشگر کریستال مایع (LCD) Liquid crystal display
فناوری LCD، که کمتر از دو فناوری DLP و SLA رایج است، بیشتر شبیه DLP است. در این فرایند هم تمام لایه ها روی مخزن رزین تابیده می شوند؛ اما به جای پروژکتور، از نور UV ناشی از LEDهایی استفاده می شود که از طریق یک LCD می تابند. صفحه نمایش به عنوان یک ماسک عمل می کند و فقط پیکسل های لازم برای لایۀ فعلی را نشان می دهد. در ضمن برخلاف SLA و DLP، هیچ دستگاه خاصی برای هدایت نور لازم نیست. نور پنل های تخت LCD مستقیماً و به صورت موازی روی بستر ساخت تابیده می شوند. از آنجا که در این فناوری نور گسترش پیدا نمی کند، خرابی پیکسل کمتر رخ می دهد. این بدان معنی است که کیفیت پرینت با چاپگر LCD به تراکم LCD بستگی دارد. هرچه پیکسل بیشتری داشته باشد، کیفیت چاپ هم بهتر خواهد بود. مزیت LCD، در مقایسه با SLA یا DLP در قیمت ساخت کمتر و سرعت چاپ بالاتر میباشد چون تصویر کامل یک لایه بصورت یکجا تابانده می شود ولی عیب آن دقت کمتر نصب به دو فناوری مشابه خود میباشد. منبع
استریولیتوگرافی پوششی Mark Stereo Lithography (MSTL)
فناوری استریولیتوگرافی پوششی شبیه به «استریولیتوگرافی» معمولی و «فرایند تابش نور» است، اما از روش متفاوت برای تولید قطعات استفاده میکند. در این روش، یک منبع نور گستردهٔ موازی در زیر یک فیلم کریستال ترانزیستوری و TFT قرار میگیرد. فیلم ترانزیستوری، با ایجاد لایهٔ ماسک، نور را پردازش و در نقاط مشخص از خود عبور میدهد و در دیگر نقاط از عبور نور جلوگیری میکند. ازاینرو، این روش «استریولیتوگرافی پوششی» نامگذاری شده است.
چاپگر استریولیتوگرافی پوششی با رزین فوتوپلیمر قطعاتی با دقت بسیار عالی میسازد و مانند فناوریهای DLP و SLA از رزینهای فوتوپلیمر استفاده میکند، اما مانند آنها مشکلات زوم و فکوس و تنطیمات کالیبرهکردن نوری و پروژکتور را ندارد.
- چاپگرهای سهبعدی MSLA با قیمت مناسبتر از فناوریهای پیچیدهای مانند DLP و SLA لیزری در بازار عرضه شدهاند.
- این فناوری توسط شرکتهای چینی به نام «LCD 3DPrinter» تولید انبوه شد، که تا زمانی بسیار نامرغوب بودند؛ اما شرکتهای بزرگی از آمریکا و سنگاپور مانند Structo و UNIZ و nexa از تولیدکنندگان اصلی این محصول در جهان هستند.
ساخت با رشتههای مذاب Fused Filament Fabrication (FFF)
ساخت رشتههای مذاب، که با نام تجاری افدیام fused deposition modeling (FDM) شناخته میشود، پرکاربردترین روش چاپ «اکستروژن ماده» است. چاپ سهبعدی از طریق ریختن ترموپلاستیک مذاب و تشکیل لایهها آسانترین و معمولترین فناوریهای چاپ سهبعدی است. سابقاً دستگاههای FDM مثل امروز پرکاربرد نبودند و شرکت Stratasys به تولید صنعتی آنها میپرداخت، ولی از سال ۲۰۰۹ میلادی دستگاههای خانگی و دستساز ظهور کردند و هماکنون با وسعت زیادی در حال پیشرفت هستند.
روش کاری این دستگاه بهنحوی است که یک رشتهٔ پلاستیک وارد دستگاه میشود و در دمای بالایی از نوک افشانک بهصورت ذوبشده بیرون میآید و هر لایه را با این مواد مذاب شکل میدهد، استحکام لایهها به نحوهٔ سفت شدن آنها و میزان تماس با لایهها قبلی بستگی دارد. این فناوری درهرصورت، برای چاپ قطعات دارای برآمدگی و فرورفتگی، به پایههای حمایتی نیاز دارد و بعد از اتمام چاپ نیز سطح آن باید پرداخت شود.
تفجوشی گزینشی لیزر (Selective Laser Sintering (SLS
تفجوشی گزینشی لیزر به کمک یک لیزر و ذوب و سپس جامد کردن لایهها از مواد اولیه پودری محصول نهایی را شکل میدهد. در این فرایند، بهجای هدِ افشانکها و پیوندهٔ مایع، اشعههای بهدقتهدایتشدهای از لیزر داریم که با ایجاد حرارت پودر را در نقاط مختلف، بنا به اقتضای طرح، میگدازند و میسوزانند. چاپگرهای اسالاس معمولاً با مواد اولیهای از جنس پودر پلاستیک، و یا آمیختهای از فلز و پیونده کار میکنند؛ که در مورد دوم، ممکن است لازم باشد شیء چاپشده، برای رسیدن به استحکام بیشتر، در کوره حرارت ببیند و سپس برادهبرداری و صافکاری شود.[1]
این نوع چاپگر دارای دو بستر است که، هنگام شروع فرایند چاپ، لیزر طرح اولین لایه از جسم را روی پودر میاندازد و سطح ماده تفجوش میشود. مادامیکه اولین لایه مستحکم شد یکی از بسترها بهآرامی پایین میآید و بستر دیگر که در جهت عکس (بالا) حرکت میکند و با کمک غلتک یک لایه از پودر را روی بستر دیگر بهصورت همگون پخش میکند و سپس روی لایهٔ جدید لیزر دوباره اقدام به تفجوشی میکند و با ادامهٔ این روند به محصول نهایی میرسیم.
- اسالاس بیشتر کاربرد چاپ سهبعدی صنعتی دارد. بااینحال، اکنون نسخههای رومیزی آن نیز در بازار یافت میشود و به نظر میرسد بیش از پیش به سمت عامه پسند شدن حرکت کند. مواد اولیهٔ این فناوری شامل پلاستیکهای متنوعی همچون پلیآمید (نایلون)، پلیاستایرن (polystyrenes) و thermoplastic elastomers میشود.
- اسالاس بهطور گسترده برای ساخت نمونههای اولیه و سایر قطعات در سطح محصول نهایی استفاده میشود. بزرگترین مزیت تفجوشی گزینشی لیزر آزادیِ طراحی است؛ پودر ذوبنشدهِ اضافی بهعنوان یک ساپورت برای ساختاری که تولید شده عمل میکند. این باعث میشود بتوانیم شکلهای پیچیدهای را بدون احتیاج به ساپورت چاپ کنیم.
تفجوشی مستقیم لیزر فلز Direct Metal Laser Sintering (DMLS)
مراحل پستولید تفجوشی گزینشی لیزر میتواند در شیوهٔ تفجوشی مستقیم لیزر فلز (دیامالاس) تقلیل یابد. در این شیوه اشعهٔ نیرومندی از لیزر با ذوب کردن پودر نرمی از فلز آن را به شکلی یکپارچه و کمالیافتهتر بدل میکند ـ بی آنکه از هیچ پیوندهای در این فرایند استفاده شود.
ذوب با پرتو الکترون (Electron Beam Melting (EBM
نوع دیگر این چاپگرها ذوب پرتو الکترون (ایبیام) نام دارد. این فناوری نوع دیگری از تولید افزایشی برای قطعات فلزی است که در ابتدای قرن حاضر توسط Arcam AB ساخته شد. در این روش نیز مادهٔ اولیه بهصورت پودر است. ولی دستگاه لیزر جای خودش را به تفنگ الکترونی میدهد، که از طریق پرتاب پرقدرت الکترونها به مادهٔ اولیه در شرایط خلأ فرایند چاپ سهبعدی انجام میشود. مادهٔ اولیه، در ذوب پرتو الکترون، پودر فلزی است که در اثر تابش پرتو الکترونی که توسط کامپیوتر کنترل میشود، ذوب و لایهبهلایه تا تشکیل نهایی قطعه ادامه مییابد. برخلاف تفجوشی لیزر در این روش پودر فلزی بهطور کامل ذوب میشود. این روند معمولاً در دماهای بالا (تا ۱۰۰۰ درجهٔ سانتیگراد) انجام میشود.
- کاربرد ایبیام عمدتاً در ایمپلنتهای پزشکی و صنعت هوافضا است.
- این روش، در مقایسه باتفجوشی لیزر، نسبتاً کند و گران است. دسترسی محدود به مواد اولیهاش از دیگر معایب این روش است.
- پیشرفتهترین چاپگرهای دیامالاس و ایبیام میتوانند از پسِ ساخت محصول نهایی مترقیای از جنس استیل، تیتانیوم و آلیاژهای کبالت و کروم برآیند.
- در حال حاضر، مواد استفادهشونده در این روش تیتانیوم تجاری، Inconel 718 و Inconel 625 است.
مادهپرانی (Material Jetting (PolyJet and MultiJet Modeling
این فناوریها شباهت زیادی به فناوریهای جوهرافشان دارند؛ با این تفاوت که بهجای جوهرافشانی روی کاغذ، این مدل از چاپگرهای سهبعدی لایههای فوتوپلیمر را روی یک سینی ساخت (build tray) پخش میکنند و سپس با پرتو فرابنفش آن را درست میکند.
فرایند ساخت هنگامیکه چاپگر مواد مایع را روی سینی ساخت میپاشد (jetting) شروع میشود. این جتها توسط اشعهٔ فرابنفشی که قطرات کوچک از مایع فوتوپلیمر را اصلاحاً cure میکند دنبال میشوند. هنگام تکرار این فرایند، این لایههای نازک بر روی سینیِ ساخت یک شیء دقیق را میسازند، که در آن برآمدگیها و فرمهای پیچیده نیاز به ساپورت دارند. به این منظور، از یک مادهٔ پشتیان ژلمانند که موقتاً به قطعهٔ محصول میچسبد و بهراحتی بعد از چاپ جدا میشود استفاده میشود.
- کاربردهای این چاپگر صنعتی است. مواد انتخابی شامل فوتوپلیمرهای مایعی میشود، که محصول نهایی را میسازند و صفاتی مانند انعطافپذیری، شفافیت، و سختی را در محصول نهایی از این میبینیم. دستگاههای پیشرفتهتر حتی میتوانند از جتهای متعدد برای ترکیبی از خواص مواد و رنگهای مختلف استفاده کنند.
- این روش مزایای بسیاری برای قالبسازی فوری و نمونهسازی دارد و به کاربر اجازه میدهد تا نمونههای اولیهای واقعبینانه و کاربردی با جزئیات عالی ایجاد کند. دقیقترین دقت این فناوری تا ۱۶ میکرون (نازکتر از موی انسان) است.
پیوندهپرانی (Binder Jetting)
این فناوری بسیار شبیه به تفجوشی گزینشی لیزر است. بهنحوی که چاپگر از لایههای نازک مواد پودری برای ساختن محصول نهایی استفاده میکند؛ ولی به جای لیزر و عمل تفجوشی لایهها، این چاپگر، با کمک افشاندن و اتصال پیونده، پودرهای هر لایه را میسازد.
این پیونده از یک یا چند افشانک بیرون میآید. فرایند چاپ با پخش مواد پیونده از افشانک و اتصال پودرها، طبق طرح، در هر لایه شروع میشود. پس از اتمام یک لایه، بسترِ چاپ به سمت پایین حرکت میکند و همانند فرایند SLS بسترِ دیگری به اندازهٔ یک لایه بالا میآید و پودرریز لایهٔ پودر را از روی آن به روی محفظهٔ چاپ هدایت میکند و لایهٔ جدید بهصورت یکنواخت روی سطح لایهٔ قبلی ایجاد میشود. سپس طرح این لایه نیز توسط سیستم پیونده زده میشود و با ادامه یافتن این فرایند محصول بهدست میآید.
سپس پودرهای اضافی از جسم جدا میشود و بهوسیلهٔ یک چسب برای استحکام پوشش داده میشود و از تغییر رنگ ناخواسته نیز جلوگیری میشود.
- این فناوری کاربرد صنعتی گستردهای دارد. در چاپ سهبعدی تمامرنگی ازاینروش استفاده میشود و معمولاً پودر آن نوعی ماسهسنگ است.
- این روش کاربرد زیادی در مجسمههای رنگی و مدلهای معماری دارد. فرایند چاپ نسبت به تفجوشی گزینشی لیزر انرژی کمتری مصرف میکند، اما استحکام نمونههای چاپ کمتر است.
- مزیتهای چاپ پرجزئیات و مسائل مربوط به ساپورت در آن مشابه SLS است.
تفجوشی و ذوب لیزری (Laser Sintering/Melting)
دو واژهٔ تفجوشی و ذوب لیزری اصطلاحاتی هستند قابل جایگزینشدن، که عموماً به چاپگرهای سهبعدیای اطلاق میشوند که با پودر مادهٔ اولیه و لیزر کار میکنند. لیزر با توجه به دادههای مربوط به چاپگر سهبعدی در صفحهٔ X-Y، که حاوی پودر فشرده پیماش میکند و لایههای طرح نهایی را ترسیم میکند. بعد از تابش لیزر به پودر مورد نظر ماده پخت یا ذوب میشود که در هر دو صورت در نهایت منجر به سفت شدن آن بخش از پودر میشود. بعد از اتمام هر لایه پودر تدریجاً به سمت پایین حرکت میکند و یک غلتک سطح پودر جدید را هموار میند و صفحه آماده میشود تا لیزر لایهٔ جدید را بر روی آن شکل بدهد.
در این فناوری بسیار مهم است که دما بهصورت دقیق حفظ شود و در طول فرایند در نقطهٔ ذوب پودر مورد نظر قرار داشته باشد. بعد از اتمام کامل قطعه آن را از داخل دستگاه بیرون میآورد و پودرهای باقیماندهٔ داخل آن را بهوسیلهٔ باد یا ضربه خارج میکنند. یکی از مزیتهای مهم این فناوری عدم نیاز آن به ساختار حمایتی برای طرحهایی که برآمدگی یا فرورفتگی دارند است و این نقش را پودر فشردهای که پخت نشده بر عهده دارد و این امکان ساخت طرحهای پیچیدهای که با روشهای دیگر نمیتوان ساخت را به طراح میدهد.
در این فناوری از پلاستیک و فلز میتوان استفاده کرد، البته برای کار با فلز به لیزر بسیار قویتری جهت پخت و دمای بالاتری جهت قرار دادن فلز در دمای ذوب نیاز است.
ساخت ورقچینیشده (Laminated Object Manufacturing (LOM
چاپگر LOM از ورقههای چسبدار استفاده میکند، که در طول صفحهٔ کار و غلتک گرم قرار داده شدهاست. غلتک گرم، با عبور از روی ورقه، چسب آن را ذوب میکند. سپس لیزر اندازههای دلخواه از قطعه را ترسیم میکند. پس از اتمام لایهها، صفحهٔ کار به اندازهٔ یکشانزدهم اینچ به سمت پایین حرکت میکند. ورقهٔ جدیدی از مواد در طول بستر کشیده میشود و توسط غلتک داغی به آن میچسبد. این روند بارها و بارها تکرار میشود، تا زمانیکه قطعه بهطور کامل چاپ شود. پس از جدا شدن مواد اضافی، میتوان قطعه را سمباده کشید یا رنگآمیزی کرد. اگر در طول چاپ از مواد کاغذی استفاده شود، قطعه مشخصاتی مانند چوب پیدا میکند، که باید در مقابل رطوبت محافظت شود. دراینصورت رنگ کردن قطعه میتواند اقدام مساعدی باشد.
- با اینکه LOM پرطرفدارترین شیوهٔ چاپ سهبعدی نیست، اما یکی از مقرونبهصرفهترین و سریعترین روشهاست. هزینه چاپ، به دلیل ارزان بودن مواد خام، پایین است.
- با استفاده از روش ساخت ورقچینیشده امکان چاپ قطعات نسبتاً بزرگ وجود دارد.
- در حال حاضر، Cubic Technologies، جانشین شرکت Helisys، سازندهٔ اصلی چاپگرهای LOM است. این روزها شرکتهای زیادی نیستند که از این فناوری استفاده کنند، اما خالی از لطف نیست که به شرکت ایرلندی Mcor Technologies Ltd، فروشندهٔ چاپگرهای سهبعدی LOM اشارهای کنیم. دستگاههای این کارخانه بهطور گستردهای توسط هنرمندان، معماران و توسعه دهندگان محصولات بهمنظور ساخت پروژههای قابل اجرا با کاغذهای نامهٔ معمولی استفاده میشوند.
چاپ سه بعدی غذا Food 3D Print
پرینت سه بعدی خوراکی، روشی برای آماده سازی غذا به صورت تولید افزایشی و هوشمند است. برای مثال، چاپ سه بعدی پیتزا، شکلاتها، شیرینی یا کیکها که حالت خمیری دارند و امکان خروج مواد لازمه از نازل چاپگر سه بعدی برای این نوع غذاها فراهم است. چاپ سه بعدی غذا این امکان را به ما می دهد که روش های آشپزی خود را در بسیاری سطوح نوسازی کنیم. از بافت غذا گرفته تا شکل و ظاهر هنری آن را تغییر دهیم. این تکنولوژی جدید همچنین امکانات فراوانی را در زمینه مصرف محصولاتی مانند گوشت به صورت پایدارتر فراهم می کند. با معرفی این روش آماده سازی غذا که در فضا نیز امکان پذیر است، سفر فضایی نیز آسان تر انجام خواهد گرفت. منبع.
منابع و مآخذ
- "3D printing | manufacturing". Encyclopedia Britannica. Retrieved 2019-07-13.
- "3D Printers, 3D Scanning, Software, Manufacturing and Healthcare Services | 3D Systems". 3dsystems.com. Retrieved 2018-02-03.
- «Stratasys|3D Printing & Additive Manufacturing». www.stratasys.com. دریافتشده در ۲۰۱۸-۰۲-۰۳.
- "RepRap - RepRapWiki". reprap.org. Retrieved 2018-02-03.
- Ben Redwood, Filemon Schöffer & Brian Garret. the 3d printing handbook technologies design and applications.
- "additive manufacturing" or "additive fabrication"
- consolidation process
- "additive manufacturing (AM)". additivemanufacturing.com. تیر 1398. Check date values in:
|تاریخ=(help) - «چاپگرهای سه بعدی چطور کار می کنند؟ 5 قدم و چاپ در خانه! | روکیدا». دریافتشده در ۲۰۲۱-۰۵-۱۵.
- Davies، Alex. «A Swedish Automaker Is Using 3D Printing To Make The World's Fastest Car». Business Insider (به انگلیسی). دریافتشده در ۲۰۲۱-۰۵-۱۵.
- «Conheça o Urbee, primeiro carro a ser fabricado com uma impressora 3D». www.tecmundo.com.br (به پرتغالی). دریافتشده در ۲۰۲۱-۰۵-۱۵.
- Eternity، Max. «The "Urbee" 3D-Printed Car: Coast to Coast on 10 Gallons?». Truthout (به انگلیسی). دریافتشده در ۲۰۲۱-۰۵-۱۵.
- 3D Printed Car Creator Discusses Future of the Urbee, retrieved 2021-05-15
- 14:00-17:00. "ISO/ASTM 52900:2015". ISO. Retrieved 2019-06-04.
