پخت لیزری انتخابی
پخت یا تف جوشی لیزری انتخابی (SLS) یک تکنیک تولید افزودنی (Additive Manufacturing) است که در آن با استفاده از یک لیزر به عنوان منبع انرژی مواد پودری (معمولاً نایلون / پلی آمید) را پخته و به هم متصل می کنند. این کار با هدفگیری نقاطی در فضا (که از یک مدل سه بعدی در رایانه بدست می آید) بهطور خودکار و اتصال آنها به یکدیگر به منظور تولید یک ساختار صلب صورت میگیرد. این روش شبیه به ذوب لیزری انتخابی (SLM) است؛ این دو روش در یک نگاه از یک مفهوم یکسان هستند اما در جزئیات فنی تفاوت دارند. روش ذوب لیزر انتخابی (SLM) شبیه به روش پخت لیزری انتخابی است، با این تفاوت که در SLM ماده به جای تفجوشی کاملاً ذوب میشود و خصوصیات متفاوتی نظیر ساختار کریستالی، تخلخل و غیره ایجاد میکند. SLS (و همچنین سایر تکنیکهای ذکر شده AM) یک فناوری نسبتاً جدید است که تاکنون عمدتاً برای نمونه سازی سریع و برای تولید کم حجم قطعات کاملاً مورد استفاده قرار گرفتهاست. با پیشرفت تجاری در فناوری AM، نقش تولید در حال گسترش است.

تاریخ
تفجوشی لیزری انتخابی(SLS) توسط دکتر Carl Deckard و مشاور دانشگاهی، دکتر جو Beaman در دانشگاه تگزاس در آستین در اواسط دهه ۱۹۸۰ تحت حمایت مالی DARPA تهیه و ثبت شد.[1] Deckard و بیمان نتیجتاً شرکت DTM را به منظور طراحی و ساخت ماشین آلات SLS تأسیس کردند. در سال ۲۰۰۱، 3D Systems، بزرگترین رقیب SLS و DTM، فناوری DTM را به دست آورد.[2] جدیدترین اختراع ثبت شده در مورد فناوری SLS Deckard 28 ژانویه ۱۹۹۷ صادر شد و ۲۸ ژانویه ۲۰۱۴ منقضی شد.[3]
فرایندی مشابه در سال ۱۹۷۹ توسط RF Housholder بدون آن که تجاری شود ثبت اختراع شد.[4]
SLS نه به خاطر خطراتش بلکه به خاطر هزینهٔ بالای ناشی از کاربرد لیزرهای پرقدرت قابل استفاده در خانه نیست. هزینه و خطر احتمالی چاپ SLS بدان معنی است که بازار خانگی برای چاپ SLS به اندازه بازار سایر فناوریهای تولید افزودنی مانند مدلسازی رسوب Fused Deposition (FDM) وجود ندارد.
فناوری
یک فناوری ساخت افزودنی لابهای، SLS شامل استفاده از لیزر پرقدرت (به عنوان مثال، لیزر دیاکسید کربن) برای ذوب ذرات کوچک پودرهای پلاستیکی، فلزی، سرامیکی یا شیشه ای به درون تودهای است که شکل سه بعدی دلخواه دارد. لیزر بهطور انتخابی مواد پودر شده را با اسکن مقطع عرضی تولید شده توسط توصیف فضایی دیجیتالی (به عنوان مثال از یک فایلCAD یا اسکن دادهها) فیوز میکند. بعد از اسکن هر سطح مقطع، یک لایه از ضخامت بستر پودری کم میشود و به جای آن یک لایهٔ جدید به بالا اضافه میشود و این روند تا زمان تکمیل قسمت تکرار میشود.[5]
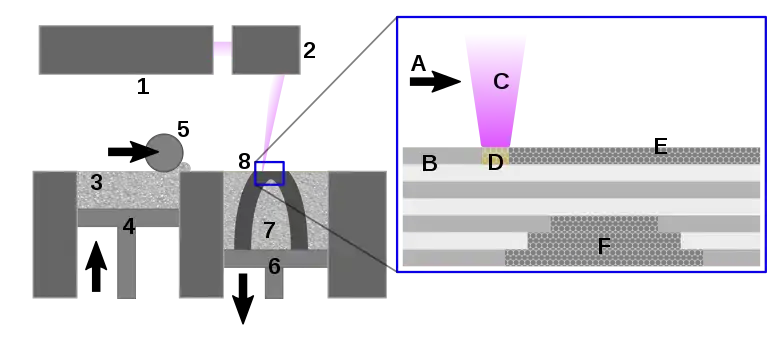
1 لیزر ۲ سیستم اسکنر ۳ سیستم تحویل پودر ۴ پیستون تحویل پودر ۵ غلتک ۶ پیستون پودر ساز ۷ ساخت بستر پودر ۸ جسم در حال ساخته (الحاق) یک لیزر جهت اسکن B متخلخل ذرات پودر (دولت قهوه ای) پخت C پرتو لیزر D لیزر E پیش بستر پودری قرار داده شده (حالت سبز) F مواد غیر سلولی در لایههای قبلی
از آنجا که تراکم قسمت به پایان رسیده به اوج قدرت لیزر بستگی دارد و نه مدت زمان لیزر، یک دستگاه SLS بهطور معمول از لیزر پالس استفاده میکند. دستگاه SLS مواد پودر فلهای را در بستر پودر تا حدودی پایینتر از نقطه ذوب آن گرم میکند، تا بتواند کار لیزر برای ذوب را آسان کند.[6]
در مقایسه با برخی دیگر از فرایندهای تولید افزودنی، مانند استریولیتوگرافی (SLA) و مدلسازی رسوب ذوب شده (FDM)، که اغلب به ساختهای پشتیبانی ویژه برای ساختن طرحهای بزرگ احتیاج دارند، SLS نیازی به فیدر جداگانهای برای مواد پشتیبانی ندارد زیرا بخشی که ساخته میشود، همیشه با پودر بدون موتور احاطه شدهاست. این امر اجازهٔ ساخت اشکالی را میدهد که در گذشته غیرممکن بودهاست. همچنین از آنجا که محفظه دستگاه همیشه پر از مواد پودری است، ساخت قطعات مختلف تأثیر به مراتب کمتری بر سختی و قیمت کلی طرح دارد زیرا از طریق تکنیکی که با عنوان " Nesting " شناخته میشود میتوان قسمتهای مختلفی را برای قرار گرفتن در مرزها قرار داد. دستگاه یکی از جنبههای طراحی که باید رعایت شود این است که با SLS ساخت یک عنصر توخالی اما کاملاً محصور غیرممکن است. این امر به این دلیل است که پودر بدون هدف درون عنصر قابل تخلیه نیست.
از زمان انقضای مجوزها، پرینترهای خانگی رواج یافتند اما تولید گرما هنوز یک مانع است. با مصرف بیش از پنج هزار وات و همچنان ثابت نگهداشتن دما بین دو درجه برای مراحل گرمادهی اولیه ذوب و ذخیره قبل از حذف صورت میگیرد.
مواد
مواد تجاری موجود مورد استفاده در SLS به صورت پودر هستند و شامل، اما نه محدود به، پلیمر مانند پلی آمید (PA)، پلی استایرن (PS)، الاستومر گرمانرم (TPE)، و polyaryletherketones (PAEK)میباشند.[7] پلی آمیدها به دلیل رفتار پرکننده ایدهآل به عنوان یک ترموپلاستیک نیمه کریستالی، متداولترین مواد SLS هستند و در نتیجه قطعات با خواص مکانیکی مطلوب حاصل میشود.[8] پلی کربنات (PC) به دلیل استحکام بالا، پایداری حرارتی و مقاومت در برابر شعله، مورد علاقه SLS است. با این حال، چنین پلیمرهای آمورف پردازش شده توسط SLS تمایل به قطعات با خواص مکانیکی و دقت ابعادی کاهش یافته، دارند و بنابراین به کاربردهایی محدود میشوند که از اهمیت کم برخوردار هستند.[8] از زمان توسعه ذوب لیزر انتخابی، مواد فلزی معمولاً در SLS استفاده نمیشوند.
تولید پودر
ذرات پودر بهطور معمول توسط سنگ زنی سنگ زا در آسیاب توپ در دمای بسیار پایینتر از دمای انتقال شیشه از مواد تولید میشوند که با اجرای فرایند سنگ زنی با مواد کرایوژنیک اضافه شده مانند یخ خشک (سنگ زنی خشک) یا مخلوطهای مایع به دست میآیند و حلالهای آلی (آسیاب مرطوب).[9] این فرایند میتواند منجر به تولید ذرات کروی یا نامنظم به قطر پنج میکرون شود.[9] توزیع اندازه ذرات پودر معمولاً گاوسی و از ۱۵ تا ۱۰۰ میکرون قطر دارند، اگر چه این اندازه میتواند در فرایند تفجوشی قابل تعیین باشد.[10] پوششهایی با پیوند شیمیایی را میتوان به سطوح پودر پس از روند اضافه کرد؛[11] این روکشها در فرایند پالایش کمک میکنند و به خصوص برای تشکیل قطعات مواد کامپوزیت مانند ذرات آلومینا که با رزین اپوکسی ترموست پوشش داده میشوند، بسیار مفید هستند.[10]
مکانیسمهای پخت
پخت در SLS در درجه اول در حالت مایع اتفاق میافتد که ذرات پودر یک لایه میکرو ذوب شده در سطح را تشکیل میدهند و در نتیجه باعث کاهش ویسکوزیته و تشکیل یک شعاع مقعر بین ذرات، معروف به گردنبند میشود.[11] ای فرایند به دلیل پاسخ مواد برای کاهش انرژی سطح آن است. در مورد پودرهای روکش شده، هدف از لیزر مذاب پوشش سطح است که به عنوان یک چسب عمل میکند. پخت پختوپز حالت جامد نیز یک عامل کمک کننده است، اگرچه دارای تأثیر بسیار کاهش یافتهای است، و در دماهای زیر دمای ذوب ماده اتفاق میافتد. نیروی محرک اصلی فرایند، پاسخ مجدد ماده برای کاهش حالت انرژی آزاد آن و در نتیجه انتشار مولکولها در ذرات است.
کاربردها
فناوری SLS به دلیل توانایی آن در ساختن هندسههای پیچیده و هندسی با تلاش کمی برای تولید بیشتر، در بسیاری از صنایع در سراسر جهان مورد استفاده گستردهاست. رایجترین کاربرد آن در نمونه اولیه قطعات در اوایل چرخه طراحی از جمله برای ریختهگری سرمایهگذاری الگوهای، سختافزار خودرو، و تونل باد مدل. SLS همچنین بهطور فزاینده ای در تولید با تولید محدود مورد استفاده قرار میگیرد تا قطعات مورد استفاده نهایی برای سختافزار هوافضا، نظامی، پزشکی و الکترونیکی استفاده شود. در بحث درآمدزایی، SLS میتواند برای تولید سریع ابزارآلات، وسایل نقلیه و وسایل مورد استفاده قرار گیرد.[12] از آنجا که این فرایند نیاز به استفاده از لیزر و سایر تجهیزات گرانقیمت و سنگین دارد، برای مصارف شخصی یا مسکونی مناسب نیست؛ با این حال، این برنامه کاربردهایی در هنر پیدا کردهاست [استناد هنرمند EOS با تصاویر].
مزایای
- بستر پودر سینت شده کاملاً از خود پشتیبانی میکند و این امکان را فراهم میآورد:
- زاویههای با ارتفاع زیاد (۰ تا ۴۵ درجه از صفحه افقی)
- هندسههای پیچیدهای که در اعماق جاسازی شدهاند، مانند کانالهای خنککننده کنفورماسی
- تولید دستهای از قطعات مختلف تولید شده در آرایههای سه بعدی، فرایندی به نام لانه سازی
- قطعات دارای استحکام و سختی بالایی هستند
- مقاومت شیمیایی خوب
- امکانات مختلف اتمام (به عنوان مثال، متالیزاسیون، لعاب اجاق گاز، سنگ زنی ارتعاش، رنگ آمیزی وان، اتصال، پودر، پوشش، پوشش، گله)
- مطابق با EN ISO 10993-1[13] و USP / سطح VI / 121 سازگاری زیستی درجه سانتیگراد
- قطعات پیچیدهای با اجزای داخلی میتوانند بدون به دام انداختن مواد داخل آن و تغییر سطح از برداشتن پایه ساخته شوند.
- سریعترین فرایند تولید افزودنی برای چاپ قطعات کاربردی، بادوام، نمونه اولیه یا قطعات نهایی کاربر
- طیف گستردهای از مواد با ویژگیهای مقاومت، دوام و عملکرد
- با توجه به خواص مکانیکی قابل اعتماد، قطعات اغلب میتوانند پلاستیکهای قالب تزریق معمولی را جایگزین کنند
معایب
- قطعات دارای سطح متخلخل هستند. اینها را میتوان با چندین روش مختلف پس از پردازش مانند پوششهای سیانوکاریلات،[14] یا با فشار دادن ایزواستاتیک داغ ، آببندی کرد.
منابع
- Deckard, C. , "Method and apparatus for producing parts by selective sintering", U.S. Patent ۴٬۸۶۳٬۵۳۸, filed October 17, 1986, published September 5, 1989.
- Lou, Alex and Grosvenor, Carol "Selective Laser Sintering, Birth of an Industry", The University of Texas, December 07, 2012. Retrieved on March 22, 2013.
- US5597589
- Housholder, R. , "Molding Process", U.S. Patent ۴٬۲۴۷٬۵۰۸, filed December 3, 1979, published January 27, 1981.
- "Design Guide: Selective Laser Sintering (SLS)" (PDF). Xometry.
- Prasad K. D. V. Yarlagadda; S. Narayanan (February 2005). GCMM 2004: 1st International Conference on Manufacturing and Management. Alpha Science Int'l. pp. 73–. ISBN 978-81-7319-677-5. Retrieved 18 June 2011.
- "High-end Plastic Materials for Additive Manufacturing". www.eos.info. Retrieved 2019-02-19.
- Kloos, Stephanie; Dechet, Maximilian A.; Peukert, Wolfgang; Schmidt, Jochen (July 2018). "Production of spherical semi-crystalline polycarbonate microparticles for Additive Manufacturing by liquid-liquid phase separation". Powder Technology. 335: 275–284. doi:10.1016/j.powtec.2018.05.005. ISSN 0032-5910.
- Schmidt, Jochen; Plata, Miguel; Tröger, Sulay; Peukert, Wolfgang (September 2012). "Production of polymer particles below 5μm by wet grinding". Powder Technology. 228: 84–90. doi:10.1016/j.powtec.2012.04.064. ISSN 0032-5910.
- Yang, Qiuping; Li, Huizhi; Zhai, Yubo; Li, Xiaofeng; Zhang, Peizhi (2018-08-13). "The synthesis of epoxy resin coated Al2O3 composites for selective laser sintering 3D printing". Rapid Prototyping Journal. 24 (6): 1059–1066. doi:10.1108/rpj-09-2017-0189. ISSN 1355-2546.
- Kruth, J‐P.; Mercelis, P.; Van Vaerenbergh, J.; Froyen, L.; Rombouts, M. (February 2005). "Binding mechanisms in selective laser sintering and selective laser melting". Rapid Prototyping Journal. 11 (1): 26–36. doi:10.1108/13552540510573365. ISSN 1355-2546.
- "Selective Laser Sintering Applications Overview | Quickparts". www.3dsystems.com. Retrieved 2019-02-25.
- Biological evaluation of medical devices - Part 1: Evaluation and testing within a risk management process (ISO 10993-1:2009). International Organization for Standardization (ISO). 2009. OCLC 839985896.
- https://www.anubis3d.com/technology/selective-laser-sintering/
- List of laser articles
- List of laser types
- List of laser applications
- Laser acronyms
- انواع لیزر: Solid-state
- Dye
- لیزر گازی
- Chemical
- لیزر اگزایمر
- Ion
- Metal Vapor
فیزیک لیزر - ناحیه فعال لیزر
- Amplified spontaneous emission
- Continuous wave
- سرمایش دوپلر
- کند و سوز لیزری
- سرمایش لیزری
- Laser linewidth
- Lasing threshold
- Magneto-optical trap
- انبرک نوری
- وارونگی جمعیت
- Resolved sideband cooling
- پالس فوق-کوتاه
اپتیک لیزر - Beam expander
- Beam homogenizer
- B Integral
- Chirped pulse amplification
- کلیدزنی بهره
- Gaussian beam
- Injection seeder
- Laser beam profiler
- M squared
- قفل مدی
- Multiple-prism grating laser oscillator
- Multiphoton intrapulse interference phase scan
- تقویتکننده نوری
- کاواک اپتیکی
- جداکننده نوری
- Output coupler
- سوئیچ کیو
- Regenerative amplification
طیفبینی - Cavity ring-down spectroscopy
- میکروسکوپ اسکن لیزری هم-کانونی
- Laser-based angle-resolved photoemission spectroscopy
- آنالیز پراش لیزر
- طیفبینی فروشکست القایی لیزری
- Laser-induced fluorescence
- Noise-immune cavity-enhanced optical heterodyne molecular spectroscopy
- طیفسنجی رامان
- Second-harmonic imaging microscopy
- Terahertz time-domain spectroscopy
- Tunable diode laser absorption spectroscopy
- Two-photon excitation microscopy
- Ultrafast laser spectroscopy
یونش لیزر - Above-threshold ionization
- Atmospheric-pressure laser ionization
- واجذب-یونش لیزری به کمک ماتریس
- Resonance-enhanced multiphoton ionization
- Soft laser desorption
- Surface-assisted laser desorption/ionization
- Surface-enhanced laser desorption/ionization
ساخت لیزر - Laser beam welding
- Laser bonding
- Laser converting
- برش لیزری
- Laser cutting bridge
- Laser drilling
- Laser engraving
- جوشکاری ترکیبی لیزر
- سختکاری سطحی با لیزر
- Multiphoton lithography
- Pulsed laser deposition
- ذوب لیزری انتخابی
- پخت لیزری انتخابی
پزشکی لیزری - Computed tomography laser mammography
- Laser capture microdissection
- لیزر رفع موهای زائد
- Laser lithotripsy
- لیزر شبکیهای پیآرپی
- Laser surgery
- Laser thermal keratoplasty
- لیزیک
- Low-level laser therapy
- مقطعنگاری همدوسی اپتیکی
- لازک
- لیزر کسری
همجوشی محصورسازی لختی - Argus laser
- Cyclops laser
- GEKKO XII
- HiPER
- ISKRA lasers
- Janus laser
- Laboratory for Laser Energetics
- Laser integration line
- Laser Mégajoule
- Long path laser
- LULI2000
- Mercury laser
- تأسیسات ملی احتراق و علوم فوتونی
- Nike laser
- Nova (laser)
- Novette laser
- Shiva laser
- Trident laser
- Vulcan laser
کاربردهای غیرنظامی - 3D laser scanner
- CD
- دیویدی
- دیسک بلوری
- Laser lighting display
- اشارهگر لیزری
- Laser printer
- لیزرتگ
کاربردهای نظامی - Advanced Tactical Laser
- Boeing Laser Avenger
- Dazzler (weapon)
- Electrolaser
- لیزر نگارنده
- هدایت لیزری
- بمب هدایت لیزری
- Laser guns
- مسافتیاب لیزری
- Laser warning receiver
- سلاح لیزری
- LLM01
- Multiple Integrated Laser Engagement System
- سیستم لیزری ناتیلوس
- نوردهی هدف
- ZEUS-HLONS (HMMWV Laser Ordnance Neutralization System)
 Category
Category Commons
Commons
