اکستروژن پلاستیک
اکستروژن پلاستیک (به انگلیسی: Plastics Extrusion) روشی رایج برای شکلدهی پروفیلها از مواد پلاستیکی است. ماده خام پلاستیک توسط مارپیچ به جلو رانده میشود المنتهای گرمایشی دور محفظه مارپیچ موجب گرم شدن و ذوب شدن مواد شده و به مواد را بصورت مذاب به حرکت در میآورد. این فرایند، فرایندی پیوسته بوده و در نتیجه میتواند قطعات را در طولهای زیاد تولید کند که برای تولید قطعاتی مثل لوله و واشر ایدهآل است. با این حال در اکثر مواقع قطعه اکستروژن شده به طولهای کمتر بریده میشود. نخستین اکسترودرها در بین سال های 1930 تا 1940 اختراع شدند. در سال 1937 یک دستگاه اکسترودر توسط ورنون ای روویل اختراع شد که عملکردی بسیار مشابه به اکسترودر های پلاستیک امروزی داشت و می توان آن را نخستین نمونه موفق از این سری از ماشین ها دانست.
فرایند
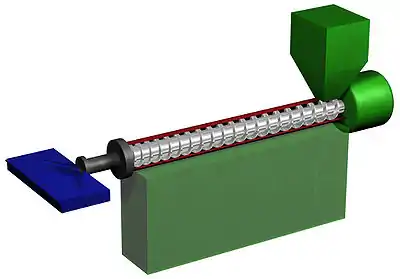
برعکس قالبگیری تزریقی که فرایند، قطعات یک شکل و جداگانه تولید میکند، در اکستروژن یک قطعه با طول زیاد و سطح مقطع یکسان شکل میگیرد. این سطح مقطع پروفیل نام دارد. برای مثال میتوان به شیلنگ و میله پرده به عنوان قطعات ساخته شده در این فرایند اشاره کرد. یک موتور الکتریکی همراه با یک درایو هیدرولیک بهطور پیوسته یک پیچ واقع در لوله دستگاه را میچرخاند. ذرات پلاستیک درون دهانه دستگاه اکستروژن وارد شده و به سمت پیچ کشیده میشوند. لوله و پیچ توسط المنتهای خارجی گرم میشوند. همانطور که ذرات پلاستیک در راستای پیچ حرکت میکنند، ذوب شده و با فشار، به قالب که در انتهای لوله دستگاه قرار دارد، وارد میشود. این قالب دارای سطح مقطع پروفیل مورد نظر است.
اکسترودر
اکسترودرها را میتوان به دو نوع کلی تک مارپیچ و دو مارپیچ تقسیمبندی کرد.
اکسترودر تکمارپیچ
اکسترودرهای تکمارپیچ انعطافپذیری بالایی دارند و تجزیه تحلیل درون آنها سادهتر است. در اینجا اجزاء اکسترودر و مکانیزم عملکرد آن به صورت مختصر توضیح داده میشود:
قیف تغذیه
اگر خوراک ورودی به اکسترودر به شکل گرانول یا پودر باشد، درست بعد از قیف نیاز به یک قسمت به نام ناحیه تغذیه است که در آن به مواد گرما داده میشود تا به حالت مذاب در آیند. به این اکسترودرها Plasticating Extruder میگویند؛ ولی اگر خوراک ورودی به اکسترودر به عنوان مثال از یک رآکتور پلیمریزاسیون تأمین شود و خوراک به صورت مذاب باشد در این صورت در روی پیچ دیگر نیازی به ناحیه تغذیه نیست و خوراک بهطور مستقیم وارد ناحیه تراکم و فشردگی یا حتی ناحیه اختلاط میشود. به این نوع اکسترودر Melt Extruder میگویند.
سیلندر
محفظه نگهدارنده پیچ میباشد. انتقال حرارت به مواد بیشتر از طریق سیلندر صورت میگیرد و ایجاد جریان درگ با استفاده از آن میسر میگردد. در بعضی از موارد بر روی سیلندر نیز شیارهایی به عنوان کانال انتقال مذاب تعبیه میشود.
صافی و صفحه سرعت شکن
یکی از اجزای مهم اکسترودر، صافی است که پس از مارپیچ و قبل از دای قرار میگیرد. این صافی هر گونه مواد ناهمگن و ناخالصی را از مذاب جدا میکند. عدم وجود صافی حتی باعث گرفتن دای میشود. استفاده از صافیهای بسیار ظریف باعث افزایش کیفیت محصول نهایی میگردد؛ ولی این نوع صافیها بسیار آسیبپذیراند. جهت جلوگیری شکست این صفحات، از صفحات سرعتشکن استفاده میشود که دارای سوراخهای مماس بر یکدیگر و بسیار تنگاتنگ است که باعث میشود جریان مذاب چرخشی خروجی از مارپیچ به صورت خطی در آید.
مارپیچ
مهمترین قسمت یک اکسترودر مارپیچ اکسترودر میباشد. مارپیچ میتواند یک کاناله یا چند کاناله باشد. قسمتهای مختلف از یک مارپیچ عبارت اند از:
- قطر مارپیچ: منظور از قطر پیچ همان قطر درونی سطح صفر مارپیچ است.
- زاویه پیچ: زاویه بین صفحه عمود بر محور پیچ و راستای پرهها است. اکسترودر در هنگام کار باید به گونهای بچرخد که گویی پیچ در حال باز شدن است. تنها در این صورت است که مواد به سمت جلو حرکت میکنند. البته گاهی از زوایای معکوس جهت عمل اختلاط استفاده میشود.
- گام پیچ: به فاصله محوری یک پره تا پره دیگر گفته میشود. باید توجه کرد که فاصله خالی بین دو پره lead گفته میشود که به اندازه عرض پره از گام پیچ کمتر است.
- عمق کانال: به فاصله بین سطح صفر مارپیچ و سطح داخلی سیلندر عمق کانال گقته میشود و ممکن است در طول کانال تغییر کند.
- درجه لقی: به فاصله بین سطح پره و جداره داخلی سیلندر اطلاق میشود. این فاصله باعث ایجاد یک جریان برگشتی شده که به اختلاط مواد درون اکسترودر کمک میکند؛ ولی شدت برش وارده به سیال در این منطقه بسیار زیاد است و گرمای زیادی تولید میشود که افزایش گرمای تولید شده باعث سوختن و تخریب پلیمر میشود.
- عرض پرهها: به فاصله محوری بین ابتدا و انتهای لبههای پره گفته میشود.
- عرض کانال: به فاصله عمودی بین پرهها گفته میشود.

تقسیمبندی نواحی مختلف یک مارپیچ ساده
یک اکسترودر تک مارپیچ سه ناحیه متفاوت دارد که عبارت اند از:
- ناحیه تغذیه
- ناحیه تراکم و فشردگی یا انتقال
- ناحیه اندازهگیری و سنجش
چگونگی حرکت مواد در داخل اکسترودر
خوراک جامد ابتدا وارد ناحیه تغذیه میشود و در جداره سیلندر شروع به ذوب شدن میکند. در ضمن عملیات ذوب شدن، مواد از جداره سیلندر جدا شده و در حوضچه مذاب مارپیچ در حال چرخش میریزد و با ایجاد نیروی درگ به سمت جلو میروند. با استمرار چرخش مارپیچ مواد بیشتری به داخل حوضچه مذاب میریزد تا اینکه در انتهای منطقه تغذیه خوراک جامد بهطور کامل به حالت مذاب در میآید. در انتهای منطقه فشردگی با کاهش عمق مارپیچ، حداکثر فشار ایجاد میشود. در طول منطقه اندازهگیری، مذاب فشرده شده شروع به همگن شدن کرده و مذابی با فشار و دمای ثابت از خروجی اکسترودر به سمت دای میرود.
اکسترودر دومارپیچ
متناسب با جهت چرخش و وضع استقرار دو مارپیچ نسبت به یکدیگر، میتوان انواع مختلف مارپیچ از جمله مارپیچ با حرکت همسو و معکوس، مارپیچ نوع شانهای، غیر شانهای و شانهای فشرده را تشخیص داد. متناسب با جهت چرخش دو مارپیچ نسبت به یکدیگر، نحوه ورود و انتقال مواد، هموژنیزه شدن مواد، انتقال انرژی، شدت و یکنواختی برش، فشار و حجم مواد عبوری از مارپیچها و مقدار اصطکاک مشخص میشود. برتری اکسترودر دو مارپیچ و شانهای با حرکت معکوس نسبت به مارپیچ با حرکت همسو عبارت اند از:
- انتقال مواد به شدت صورت میگیرد.
- خود به خود تمیز شده و پلاستیک شوندگی را با دقت انجام میدهد.
تجهیزات جانبی
در اکستروژن پروفیل، تجهیزات جانبی بیشتر برای شکل و فرم دهی به محصول نهایی به کار میروند.
حمامهای خنککننده
زمانی که پروفیل پلاستیکی از قالب بیرون میآید هنوز به صورت مذاب است. پروفیل به یک حمام آب هدایت میشود که دارای شکل دهندهها و راهنماهای مرتبط با ابعاد است. در حین عبور از این حمام خنککننده، پلاستیک جامد شده و شکل نهایی اش را به خود میگیرد. حمام بهطور پیوسته توسط ورود آب خنک با یک چیلر خنک میشود.
غلتکهای بیرون برنده
پلاستیکی که از قالب پروفیل بیرون میآید و هنوز مذاب است، استحکامی ندارد. برای حصول اطمینان از این که فرایند با سرعت درستی پیش میرود، غلتکهای بیرون برنده که سرعت آنها قابل تنظیم است، پلاستیک خنک شده را از درون حمام خنککننده عبور میدهند. غلتکهای بیرون برنده، بزرگی و جهت سرعت بیرون آمدن پروفیل از قالب را کنترل میکنند.
کالیبراسیون خلأ
برخی قطعات اکستروژن شده و لولهها که سطح مقطع توخالی دارند، باید از لحاظ ابعاد دقیق باشند؛ بنابراین یک دستگاه کالیبراسیون خلأ به حمام خنککننده اضافه میشود. قطعه اکستروژن شده که همچنان نرم است از مرکز دستگاه کالیبراسیون عبور میکند. محیط خلأ در بیرون از دستگاه برقرار میشود و حفرههای کوچک در تمام سطح پروفیل مرکزی، باعث میشوند که پلاستیک نرم به سمت این پروفیل کشیده شود. این پروسه کمی شبیه به فرایند شکلدهی خلأ پیوسته میباشد.
بریدن به ابعاد مورد نظر
پروفیل اکستروژن شده که کامل شکل گرفتهاست، حال باید به ابعاد مورد نظر بریده شود تا برای حمل و نقل و کاربرد پیشبینی شده مناسب باشد. قطعات منعطف معمولاً توسط یک دستگاه اختصاصی کویلینگ، بریده میشود. در حالی که قطعات سخت توسط اره یا گیوتین به اندازه مناسب بریده میشوند. اگر سطح مقطع قطعهای که قرار است بریده شود ضخیم باشد، یک اره رفت و برگشتی قطعه را میبرد. طول قطعات سخت و نرم در حین گذشت از روی کانتر که توسط یک غلتک فعال میشود، اندازهگیری میگردد.
پروفیلهای اکستروژن همزمان
در این فرایند، دو نوع ماده اولیه یا در رنگهای متفاوت، همزمان در یک پروفیل اکستروژن میشوند. این کار نیاز به دستگاه اکستروژن دوسره اختصاصی و قالبهای سفارشی ساخته شده دارد. معمولاً از این فرایند برای حذف یک مرحله سرهم کردن استفاده میشود. دو ماده بهطور جداگانه اکستروژن میشوند و سپس در قالب به هم میرسند و از آنجا که به حالت مذاب هستند، در سطح تماس خود به هم متصل میشوند.
اعمال پس از اکستروژن
برای بهبود یک پروفیل اکستروژن، میتوان پس از اکستروژن اعمالی انجام داد. سوراخ (پانچ) کردن، مته کردن و شکاف دار کردن از پروسههای رایج هستند. شکلدهی خمشی و استفاده از غلتکهای داغ روی نوارهای چسب در خارج از خط تولید انجام میشوند. فرایند پرینت جوهری، نشان دار کردن محصول یا یک دسته از محصولات را امکانپذیر میکند.
جستارهای وابسته
- فرایندهای شکل دهی
- تغییر شکل
- پلاستیک
- بیوپلاستیک
- پلیمر
منابع
- کاربرد PVC در صنعت (چاپ دوم)، دکتر مسئود گنجی
- خواص فیزیکی و مکانیکی پلیمرها (مجموعه کارشناسی ارشد مهندسی پلیمر انتشارات علوی)، ابوالفضل محبی
