نوردکاری
نوردکاری (فلزکاری rolling)
در فلزکاری ، نورد یک فرآیند تشکیل فلز است که در آن موجودی فلز از یک یا چند جفت رول عبور داده می شود تا ضخامت کاهش یابد ، ضخامت یکنواخت شود و یا یک ویژگی مکانیکی مطلوب به دست آید. این مفهوم، مشابه غلتک زدن خمیر است. نورد با توجه به درجه حرارت فلز نورد طبقه بندی می شود. اگر دمای فلز بیش از دمای تبلور مجدد آن باشد ، این فرآیند به عنوان نورد گرم شناخته می شود . اگر دمای فلز زیر دمای تبلور مجدد آن باشد ، این فرآیند به عنوان نورد سرد شناخته می شود.
از نظر کاربرد ، فرآیند نورد گرم بیش از هر فرآیند تولیدی دیگر، فرآیند تولید را انجام می دهد و نورد سرد بیشترین تناژ (فرآیند تولید) را از بین تمام فرایندهای کار سرد انجام می دهد. [1]
[2]
در رول های نگهدارنده، جفت رول ها با هم در آسیاب های نورد قرار می گیرند که می توانند به سرعت، فلزات - به طور معمول فولاد - را به محصولاتی مانند فولاد ساختاری ( تیرهای I ، angle stock channel ، stock) ، bar stock و ریل ها تبدیل کنند. بیشتر کارخانه های تولید فولاد، دارای آسیاب های نورد هستند که محصولات ریخته گری نیمه تمام را به محصولات نهایی تبدیل می کنند.
انواع بسیاری از فرآیندهای آلیاژ وجود دارد؛ از جمله نورد حلقه ای، نورد خم کاری ، نورد تشکیل (شکل دهی) ، نورد مقطعی ، و آلیاژهای کنترل شده.
نورد مدرن

روش نورد مدرن را می توان به تلاش های پیشگام هنری کورت از کارخانه های آهن فونتلی در نزدیکی فرهام در همپشایر انگلیس نسبت داد. در سال 1783 ، حق ثبت اختراع برای هنری کورت برای استفاده از رول های شیاردار برای نورد میله های آهن صادر شد. [3] با این طرح جدید ، آسیاب ها توانستند 15 برابر بیشتر چکش تولید کنند. [4] گرچه کورت اولین کسی نبود که از رول های شیاردار استفاده می کرد ، اما اولین کسی بود که استفاده از بسیاری از بهترین ویژگی های فرآیند های مختلف ساخت آهن و شکل دهی را در آن زمان ترکیب کرد. بنابراین نویسندگان مدرن او را "پدر نورد مدرن" خوانده اند.
اولین آسیاب نورد ریلی توسط John Birkenshaw در آسیاب آهنگری وست بدلینگتون در نورتامبرلند انگلستان در سال 1820 تاسیس شد. [5] با پیشرفت تکنولوژی در آسیاب های نورد ، اندازه آسیاب های نورد همراه با اندازه محصولات نورد شده به سرعت رشد کرد. یک نمونه از این موارد در نمایشگاه بزرگ لندن در سال 1851 بود ، جایی که بشقابی به طول 20 فوت ، عرض 3 فوت و ضخامت 16/7 اینچ و با وزن 1112 پوند توسط شرکت آهن Consett به نمایش درآمد . [6] تکامل بیشتر آسیاب های نورد با معرفی آسیاب های سه مرحله در سال 1853 برای نورد قطعات سنگین به کار رفت.
نورد گرم (Hot rolling)

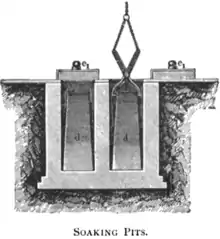
نورد گرم یک فرآیند فلزکاری است که بالاتر از دمای تبلور مجدد مواد رخ می دهد. بعد از تغییر شکل دانه ها در حین پردازش ، آنها مجدداً تبلور می یابند که این امر باعث حفظ ریزساختار معادله ای و جلوگیری از سخت شدن فلزکاری می شود. مواد اولیه معمولاً قطعه های بزرگ فلزات مانند محصولات ریخته گری نیمه تمام مانند اسلب ، شمشه (فر) و شمش است . اگر این محصولات از یک عملیات ریخته گری مداوم حاصل شود ، محصولات معمولاً به طور مستقیم در دمای مناسب به آسیاب های نورد وارد می شوند. در عملیات کوچکتر ، مواد از دمای اتاق شروع می شود و باید گرم شود. این کار در گاز یا روغن انجام می شود. برای قطعات بزرگتر از گودال خیساندن و برای قطعه های کوچک تر ، از گرمایش القایی استفاده می شود. زمانی که عملیات نوردکاری انجام می شود ، درجه حرارت باید کنترل شود تا اطمینان حاصل شود که بالای دمای تبلور مجدد باقی مانده است. برای حفظ ضریب ایمنی ، دمای پایان بیش از دمای تبلور مجدد تعریف می شود. این معمولاً 50 تا 100 درجه سانتیگراد (90 تا 180 درجه فارنهایت) بالاتر از دمای تبلور مجدد است. اگر دما به زیر این دما کاهش یابد ، مواد باید قبل از نورد گرمتر دوباره گرم شوند. [7]
نورد گرم فلزات، معمولاً جهت گیری کمی در [خصوصیات مکانیکی] و تنشهای باقیمانده ناشی از تغییر شکل دارند . با این حال ، در موارد خاص ، اجزا غیرفلزی مقداری جهت دهی ایجاد می کنند و قطعات با ضخامت کمتر از 20 میلی متر (0.79 اینچ) اغلب دارای برخی از خصوصیات جهت دار هستند. همچنین خنک سازی غیر یکنواخت باعث ایجاد تنش های باقیمانده زیادی می شود که معمولاً در اشکال دارای مقطع غیر یکنواخت مانند پرتوهای I ایجاد می شوند . در حالی که محصول نهایی از کیفیت خوبی برخوردار است ، سطح آن در mill scale پوشانده شده است ، که mill scale ، یک اکسید است که در دماهای بالا تشکیل می شود. معمولاً از طریق روش pickling یا SCS برداشته می شود ، که یک سطح صاف را نشان می دهد. [8] تحمل های ابعادی معمولاً 2 تا 5٪ از ابعاد کلی هستند.[9]
به نظر می رسد نورد گرم فولاد نسبت به نورد سرد فولاد، تحمل بیشتری برای مقدار کربن موجود دارد. بنابراین استفاده از آن برای آهنگر دشوارتر است. همچنین برای فلزات مشابه ، محصولات نورد گرم هزینه کمتری نسبت به محصولات نورد سرد دارند. [10]
نورد گرم عمدتا برای تولید ورق های فلزی یا مقاطع ساده مانند مسیرهای ریلی استفاده می شود.
سایر کاربردهای معمول برای فلز نورد گرم: [11]
• قاب های کامیون
• صفحه کلاچ خودرو ، چرخ و رینگ چرخ
• لوله و لوله
• آبگرمکن
• تجهیزات کشاورزی
• تسمه ها
• تمبرها
• پوسته های کمپرسور
• ساختمانهای فلزی
• ماشین های قیف راه آهن و اجزای واگن های ریلی
• درب و قفسه بندی
• دیسک ها
• ریل های محافظ برای خیابان ها و بزرگراه ها
نورد سرد(Cold rolling)
نورد سرد با فلز زیر دمای تبلور مجدد آن اتفاق می افتد (معمولاً در دمای اتاق) ، که مقاومت را از طریق سخت شدن کرنش تا 20٪ افزایش می دهد. همچنین باعث بهبود سطح و تحمل سخت تر آن می شود . محصولات معمولاً نورد سرد شامل ورق ، نوار و میله است. این محصولات معمولاً کوچکتر از محصولات مشابه نورد گرم هستند. به دلیل اندازه کوچکتر قطعه های کار و مقاومت بیشتر آنها ، در مقایسه با موجود نورد گرم ، از آسیاب های چهار طبقه یا خوشه ای استفاده می شود. [12] نورد سرد نمی تواند ضخامت قطعه کار را به اندازه نورد گرم در یک عبور کاهش دهد.
ورق و نوارهای نورد سرد در شرایط مختلفی وجود دارد: کاملاً سخت ، نیمه سخت ، یک چهارم سخت و روکش پوستی . نورد کامل سخت 50٪ ضخامت را کاهش می دهد ، در حالی که موارد دیگر کاهش کمتری دارند. نورد پوستی ، همچنین به عنوان لایه پوستی شناخته می شود ، شامل کمترین میزان کاهش است: 0.5-1 % . این برای تولید یک سطح صاف ، ضخامت یکنواخت و کاهش پدیده نقطه عملکرد استفاده می شود. همچنین برای از بین بردن اسپنگل ها در فولاد گالوانیزه استفاده می شود. از مواد نورد لایه ای معمولاً در فرآیندهای سردسیری بعدی که به شکل پذیری خوبی نیاز است استفاده می شود.
اشکال دیگر می توانند نیز می توانند نورد شوند به شرطی که سطح مقطع نسبتاً یکنواخت باشد و بعد عرضی آن نسبتاً کوچک باشد . اشکال نورد سرد به یک سری عملیات شکل دهی نیاز دارد ، که معمولاً با توجه به اندازه ، خرابی ، زبری ، نیمه خشن ، نورد نیمه تمام و پایان یافته است.
اگر نوردکاری توسط آهنگر انجام شود ، سطح صاف تر ، سازگارتر و سطح کمتری از کربن محصور شده در فولاد، انجام آن را آسان تر می کند ، اما هزینه آن گران تر تمام می شود.[13]
کاربردهای معمول برای نورد سرد فولاد، شامل مبلمان فلزی ، میز تحریر ، کابینت ، میز ، صندلی ، لوله های خروجی موتور سیکلت ،و سخت افزار کامپیوتر ، لوازم خانگی و قطعات ، قفسه بندی ، وسایل روشنایی ، لولا ، لوله ، درام استیل ، ماشین چمن زنی ، بخاری آب ، ظروف فلزی ، پره های فن ، ماهی تابه ، کیت های نصب سقف دیواری و انواع محصولات مرتبط با ساخت و ساز می شود. [14]
خم شدن رول (Roll bending)

خم شدن رول محصولی به شکل استوانه از فلزات ورق یا فولاد تولید می کند.[15]
شکل گیری رول(Roll forming)
شکل گیری رول یا خم رول یک عمل خمش مداوم است که در آن یک نوار طولانی از فلز (به طور معمول پیچیده شده فولاد) از مجموعه های رول یا پایه های متوالی عبور می یابد ، هر کدام فقط یک قسمت افزایشی از خم را انجام می دهند ، تا مشخصات مقطع بخش مورد نظر بدست می آید. فرم دهی رول برای تولید قطعات با طول زیاد یا مقادیر زیاد ایده آل است.
3 فرآیند اصلی وجود دارد: 4 غلتکه ، 3 غلتکه و 2 غلتکه که هر کدام با توجه به مشخصات مورد نظر صفحه خروجی ، مزایای مختلفی دارند.
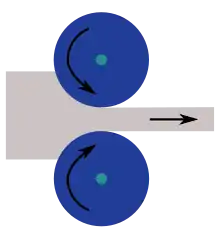
نورد تخت(Flat rolling)
نورد تخت ابتدایی ترین شکل نورد است که مواد اولیه و انتهایی آن مقطع مستطیل دارد. مواد از بین دو غلتک، به نام رول های کار ، عبور داده می شود که در جهت مخالف چرخانده می شوند. شکاف بین دو رول کمتر از ضخامت ماده اولیه است که باعث تغییر شکل آن می شود . کاهش ضخامت مواد باعث کشیده شدن مواد می شود. اصطکاک در رابط بین مواد و رول باعث می شود که مواد به تحت فشار قرار دادند. مقدار تغییر شکل ممکن در یک عبور با اصطکاک بین رول ها محدود می شود. اگر تغییر ضخامت خیلی زیاد باشد ، رولها فقط روی مواد می لغزند و آنها را به داخل نمی کشانند.[16]
برای تنظیم دقیق فرآیند ، سرعت رول ها و دمای غلطک ها تنظیم می شود.[17]
نورد در آسیاب خوشه ای انجام می شود زیرا ضخامت کم به رول های قطر کوچک نیاز دارد. [18] برای کاهش نیاز به غلتک های کوچک ، از نوردکاری چندلایه (Pack rolling) استفاده می شود که چندین ورق را برای افزایش ضخامت شروع موثر ، نورد می کند. ورقه های فویل از طریق غلتک ها می آیند ، آنها را با چاقوهای دایره ای یا تیغ مانند کوتاه و بریده می کنند . کوتاه کردن، به لبه های فویل اشاره دارد ؛ در حالی که برش، شامل برش دادن آن به چندین ورق است. [19] فویل آلومینیوم، رایج ترین محصول از طریق نوردکاری چندلایه است. این از دو سطح مختلف به دست می آید. قسمت براق آن در سمت رول قرار دارد و سمت مات آن در مقابل ورق دیگر فویل قرار دارد.[20]
نورد حلقه ای(Ring rolling)
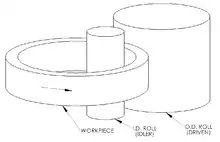
نورد حلقه ای نوعی نورد گرم مخصوص است که قطر حلقه را افزایش می دهد . ماده اولیه، یک حلقه با دیواره ضخیم است. قطعه، بین دو رول قرار دارد ، یک رول ساکن داخلی و یک رول محرک ، که حلقه را از خارج فشار می دهد. با شروع نورد ، ضخامت دیواره با افزایش قطر کاهش می یابد. رول ها ممکن است به گونه ای ساخته شوند که اشکال مقطعی مختلفی ایجاد کنند. ساختار دانه در نتیجه ی آن محیطی است که خواص مکانیکی بهتری را ارائه می دهد. قطرها می توانند به اندازه 8 متر (26 فوت) و ارتفاع صورت به اندازه 2 متر (79 اینچ) باشند.
قطعه های معمول این فرآیند، شامل لاستیک های راه آهن ، یاتاقان ها ، چرخ دنده ها ، راکت ها ، توربین ها ،هواپیماها ، لوله ها و مخازن تحت فشار می باشند.[21]
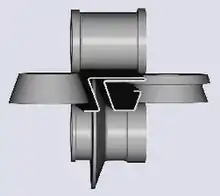
نورد شکل ساختاری(Structural shape rolling)

نورد شکل سازه ای که به آن نورد شکل و نورد پروفیل نیز می گویند ، [22] شکل گیری غلتک و رول اشکال ساختاری با عبور از یک دستگاه نورد برای خم شدن یا تغییر شکل قطعه کار به شکل دلخواه با حفظ سطح مقطع ثابت است.
اشکال ساختاری که می توان با این فرآیند تشکیل، فلز ایجاد کرد شامل پرتوهای I ، تیرهای H ، تیرهای T ، تیرهای U ، آهن زاویه دار ، کانال ها ، میله ها و ریل های راه آهن است. [23] متداول ترین ماده نورد شده ، فولاد ساختاری از جمله فولاد کربن و فولاد ضد زنگ است [24].
نورد کنترل شده(Controlled rolling)
نورد کنترل شده نوعی پردازش حرارتی مکانیکی است که تغییر شکل کنترل شده و عملیات حرارتی را با هم ادغام می کند . از گرمائی که قطعه را بالاتر از دمای تبلور مجدد می برد ، برای انجام عملیات حرارتی نیز استفاده می شود تا عملیات حرارتی بعدی غیرضروری باشد.
انواع عملیات حرارتی شامل تولید ساختار ریز دانه است. کنترل ماهیت ، اندازه و توزیع محصولات مختلف تحول (مانند فریت ، آستنیت ، پرلیت ، بینیت و مارتنزیت در فولاد) و کنترل چقرمگی، برای دستیابی به این مهم باید کل فرآیند از نزدیک کنترل شود.
متغیرهای متداول در نورد کنترل شده شامل ترکیب و ساختار مواد اولیه ، سطح تغییر شکل ، درجه حرارت در مراحل مختلف و شرایط خنک کننده است. از مزایای نورد کنترل شده می توان به خواص مکانیکی بهتر و صرفه جویی در مصرف انرژی اشاره کرد.[25]
نورد فورج (نورد کوبی Forge rolling)
نورد فورج یک روند نورد طولی برای کاهش سطح مقطع میله های گرم یا شمش است که با هدایت آنها بین دو بخش رول چرخشی مخالف است. این فرآیند عمدتا برای تهیه توزیع بهینه مواد برای فرایندهای بعدی کوبیدن قالب استفاده می شود. به همین دلیل می توان از مواد بهتری استفاده کرد ، می توان نیروهای فرایند پایین تر و کیفیت سطح بهتری از قطعات را در فرایندهای کوبیدن قالب بدست آورد. [26]
اساساً هر فلز قابل کوبیدن نیز می تواند حاصل نورد فورج باشد. غلتک فورج عمدتا برای پیش فرم دهی های مقیاس طولانی از طریق توزیع جرم هدفمند برای قطعات مانند میل لنگ ، میله های اتصال ، بندهای فرمان و محورهای خودرو استفاده می شود. با نورد فورج می توان کمترین تحمل ساخت را تا حدی بدست آورد. این دلیل اصلی است که نورد فورج به ندرت برای اتمام کار استفاده می شود ، اما به طور عمده برای پیش ساختن است. [27]
مشخصات نورد فورج
• بهره وری بالا و استفاده زیاد از مواد
• کیفیت سطح خوب قطعات آسیاب نورد فورج
• طول عمر ابزار طولانی
• ابزار کوچک و هزینه کم ابزار
[28]
منابع
- Degarmo, Black & Kohser 2003, p. 384.
- Degarmo, Black & Kohser 2003, p. 408.
- R. A. Mott (ed. P. Singer), Henry Cort: the great finer (Metals Society, London 1983), 31-36; English patents, nos. 1351 and 1420.
- Roberts 1978, p. 6.
- Roberts 1978, p. 6.
- Roberts 1978, p. 6.
- Degarmo, Black & Kohser 2003, p. 385.
- Degarmo, Black & Kohser 2003, p. 387.
- Degarmo, Black & Kohser 2003, p. 388.
- metalsforasteel.com. Archived from the original on 29 July 2012. Retrieved 29 April 2018.
- "Hot Rolled Steel". Archived from the original on 7 April 2014. Retrieved 31 March 2014.
- Degarmo, Black & Kohser 2003, p. 408.
- "Hot Rolled vs Cold Rolled Steel". spaco.org. Archived from the original on 29 April 2018. Retrieved 29 April 2018.
- "Cold Rolled Steel". Archived from the original on 7 April 2014. Retrieved 31 March 2014.
- Todd, Robert H.; Allen, Dell K.; Alting, Leo (1994), Manufacturing Processes Reference Guide, Industrial Press Inc., pp. 300–304, ISBN 978-0-8311-3049-7.
- Degarmo, Black & Kohser 2003, p. 384.
- "Aluminum Foil Questions and Answers - eNotes.com". eNotes. Archived from the original on 10 August 2011. Retrieved 29 April 2018.
- Degarmo, Black & Kohser 2003, p. 385.
- "Aluminum Foil Questions and Answers - eNotes.com". eNotes. Archived from the original on 10 August 2011. Retrieved 29 April 2018.
- Degarmo, Black & Kohser 2003, p. 386
- Degarmo, Black & Kohser 2003, p. 387.
- Boljanovic, Vukota (2009). Metal Shaping Processes. New York: Industrial Press. p. 140.
- Boljanovic, Vukota (2009). Metal Shaping Processes. New York: Industrial Press. p. 140.
- "Rolled Structural Shapes". Arntzen Rolling. Arntzen Corporation.
- Degarmo, Black & Kohser 2003, p. 388.
- Behrens, B.-A.: Final Report Summary - DEVAPRO (Development of a variable warm forging process chain). Archived 7 April 2014 at the Wayback Machine 2 September 2015.
- Behrens, B.-A.: Forge Rolling. In: CIRP Encyclopedia of Production Engineering.
- ASM International: ASM Handbook Metalworking: bulk forming. ASM International, 2005