شکلدهی الکتریکی
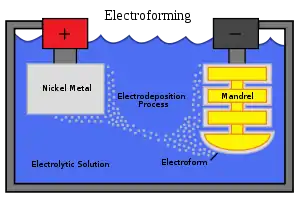
شکلدهی الکتریکی (به انگلیسی: Electroforming) روشی بسیار تخصصی برای تولید قطعههای فلزی به وسیلهٔ رسوبدهی الکتریکی است. در این روش، با استفاده از الکترولیز، فلز را بر روی یک محور(ماندرل) رسوب میدهند. محور تنها نقش شکلدادن به قطعه در زمان رسوبدهی را دارد و در آخر جدا میشود.
این روش با آبکاری الکتریکی تفاوت دارد زیرا در این روش ضخامت بیشتر است و نه تنها آن را برای پوششدهی سطح میتوان بکار برد، بلکه میتوان یک قطعه از آن ساخت. همچنین در این روش محور از قطعه جدا خواهدشد اما در آبکاری، محور بخشی از قطعه نهاییست که رسوب نقش پوشش آن را دارد.
از این روش علاوه بر کارهای صنعتی برای ساخت جواهرآلات و کارهای تزئینی نیز استفاده میشود.
فرایند شکلدهی الکتریکی برای تولید تولیدات به نوع ورق با نشاندن مستقیم فلز بر فرمها یا ماندرلهای از قبل باردار شدهاست. نیکل، آهن، مس یا نقره میتوانند تا ضخامت 16 میلیمتر بر سطح بنشینند.
برای مصارفی مانند تولید تعدادی قالب برای یک پترن مستر، سطح داخلی سطح بحرانی است و ضخامت دیواره تنها برای فراهم کردن تحمل کافی عمل میکند. بی نظمی بیرونی بحرانی نیست و مواد پشتیبان زیادی میتوانند برای ایجاد ساپورت اضافی به کار گرفته شوند. برای مصارفی که اندازههای بیرونی نیز مهم هستند، رسوب دهی یکنواخت مورد نیاز است.
تاریخچه
توماس ادیسون و همچنین مایکل فارادی (یک فیزیکدان و شیمیدان معروف قرن 19 میلادی) نیز در کارهای خود از از شکلدهی الکتریکی بهره میبردند. در آن زمان این کاری عجیب و هزینه بر بود و در زمانهای قدیم تر از آن برای ایجاد آثار هنری استفاده میشد. البته ابن فرایند هماکنون نیز نسبتاً عجیب تلقی می ود اما به عنوان یک روند علمی در سال 1810 توسط پدر شکلدهی الکتریکی، پروفسور موریتس فون ژاکوبی (Moritz von Jacobi) در آکادمی علوم درسنت پترزبورگ روسیه کشف شد.
فرایند
در شکلدهی الکتریکی ساده، یک حمام الکترولیت برای نشاندن نیکل یا سایر فلزات شکل پذیر با الکتریک بر روی یک سطح طرح دار رسانا مانند استیل ضد زنگ استفاده میشود. هنگامی که مادهٔ رسوب داده شده به ضخامت دلخواه رسید،الکتروفرم اصلی از لایهٔ قبلی جدا میشود. این عملیات امکان تکثیر با کیفیت بالا قطعهٔ اولیه (پایه) را داده و اجازهٔ تولید با کیفیت در - هزینههای واحد پایین با تکرارپذیری بالا و عملیات کنترل عالی را میدهد. اگر ماندرل (سنبه) از مادهای نارسانا درست شده باشد میتوان آن را توسط مادهای رسانا پوشش داد. از لحاظ تکنیکی این روندی از سنتر یک شی فلزی با کنترل آبکاری فلز که از یک محلول الکترولیز عبور میکند میباشد. شیی که که از روش الکتروفرمینگ ایجاد میشود میتواند یک بخش دائمی نهایی تولید بوده یا موقت ( همانطور که دربارهٔ موم داریم ) باشد و بعد تر جدا شود تا تنها شکل فلزی باقی بماند.
به سبب تکنولوژیهای تازهتر ساخت ماندرلهای پیچیده تری امکانپذیر شدهاست. برای تسهیل جداسازی الکتروفرم از ماندرل، ماندرل معمولاً از آلومینیوم تهیه میشود. زیرا به علت محلول شدن شیمیایی سادهٔ آلومینیوم، یک الکتروفرم پیچیده میتواند با دقت بالا تولید شود. رستی ابعادی این روش در برخی صنایع به ۱/۵ تا ۳ نانومتر نیز رسیدهاست.
مزایا و معایب
مزیت اصلی پوشش دهی الکتریکی این است که میتوان شکل خارجی ماندرل را در حدود یک میکرومتر تکثیر کرد. بهطورکلی، شکلدهی درست یک حفرهٔ داخلی دشوارتر از شکلدهی خارجی است. اگرچه در مورد شکلدهی الکتریکی برعکس این شرایط حاکم است زیرا سطح خارج ماندرل میتواند به خوبی توسط ماشین کاری ایجاد شود.
زمانی که قطعهٔ مورد نظر تلرانسهای بسیار دقیق، پیچیدگی یا وزن پایین دارد، شکلدهی الکتریکی در مقایسه با سایر روشهای پایهای تر شکلدهی فلزات مانند ریخته گری، فرجینگ (آهنگری)، پرس، کشش عمیق، ماشین کاری و قلم زنی بسیار اثر بخش میباشد. در این روش تغییر ابعاد به سبب انقباض، و اعوجاج پس از پایان تولید وجود ندارد.
دقت و ظرافت ذاتی بستر الگوی رسانای تولید شده توسط فوتوگرافی به هندسههای ظریف اجازه میدهدبا تلرانسهای پایین تری تولید شوند درحالیکه لبههای تیز عالی تری با پرداخت سطح نزدیک به صاف را حفظ میکنند.
فلز تهیه شده از روش شکلدهی الکتریکی به شدت خالص است و به سبب ساختار کریستالی تصفیه شدهٔ خود، خواص برتری نسبت به فلزات گل نرده ای شکل (wrought metal) دارد. لایههای چندتایی فلز شکل داده شده با این روش میتوانند به صورت مولکولی به یکدیگر یا به مواد بستر دیگر پیوند بخورند تا یک ساختار پیچیده با فلنجها و باسهای رشدکننده ایجاد کنند.
تلزانس 1.3 تا 3 نانومتر برای این روش گزارش شدهاست.
رنج وسیع و متنوعی از شکلها و اندازهها میتوانند توسط این روش تولید شوند. محدودیت اصلی این روش نیاز به جدا کردن قطعه از سطح ماندرل میباشد. از آن جایی که تولید محصول تنها نیازمند یک ماندرل یا الگو میباشد، تولید با تعداد کم میتواند از جهت صرفهٔ اقتصادی بهینه باشد.
برخی مزایای کلیدی
- فرایند تولید افزودنی (اتم به اتم اضافه میشود)
- نسبت ابعاد بالا
- اندازه سوراخ دقیق
- امکان ایجاد سوراخهایی در حد میکرون
- سوراخ خای بدون گرفتگی
- بدون نیاز به سوراخ کاری با مته
- نبود تنش
- امکان ایجاد لبههای تیز
- دیوارهای کناره مستقیم
- روشی مقرون به صرفه برای نمونهسازی قطعات کوچک و (بسیار) بزرگ
شکل دهی الکتریکی مس
شکل دهی الکتریکی مس تکینیک قدرتمندی میباشد که از آن برای شکل دادن شلهای مسی هول یک ماتریسی ایجاد میشود که بعداً سوزانده یا آب میشود و تنها شکل مسی را برجای میگذارد. این هدف از رسوب دهی الکتریکی یون مس مثبت بر سطح یک ماتریس با بار منفی باردارد شده از طریق یک محلول نمکی الکترولیت مسی نایل میشود.
_(14598271920).jpg.webp)
شکل دهی الکتریکی در زمانی که همهٔ دستورالعملها به درستی انجام شوند روشی بیخطر و با ثبات است. چون محلول الکترولیت از سولفات مس و اسید سولفات بهطور ابتدایی تهیه میشود، دستکش مناسب و محافظ چشم باید پوشیده شود و تهویهٔ مناسب هوا صورت گیرد. و چون شکلدهی الکتریکی از جریان مستقیم برق بهره میبرد، دانش کافی کار در محیط الکتریکی لازم است. دانش کافی برای موارد مورد احتیاط دربارهٔ تمامی موادی که خریداری میشود باید کسب شود.
در جهان باستان، یک فلزکار سیارات مختلف را به فلزات مختلف نبست میداد. فلز مس به سبب اهمیتش برای آنها به سیارهٔ ناهید نسبت داده شده بود. در صورت قرار دادن مس در کنار آهن یک باتری ایجاد میشود پس برای این کار ابتدا لازم است تا مقداری فلز نیکل قرار گیرد سپس لایهای از مس بر روی نیکل و آهن قرار گیرد در غیر این صورت یون تبادل شده و یک باتری درست میشود! این روند همچنین با نام گالوانیک شناخته میشود.
منابع آموزشی زیادی برای آشنایی با نحوهٔ انجام این فرایند وجود دارد که در صورت نیاز میتوان از آنها بهره برد.
جستارهای وابسته
منابع
- مشارکتکنندگان ویکیپدیا. «Electroforming». در دانشنامهٔ ویکیپدیای انگلیسی، بازبینیشده در ۱۰ دسامبر ۲۰۰۹.
- The electroforming process, archived from the original on 2010-02-02, retrieved 2010-02-02
- https://www.vecoprecision.com/technologies/electroforming/ بایگانیشده در ۶ آوریل ۲۰۱۷ توسط Wayback Machine
- https://www.copper.org/consumers/arts/2007/november/
- Degarmo's "Materials ans Pocesses in Manufacturing",10th edition
- Spiro, P. Electroforming: A comprehensive survey of theory, practice and commercial applications, London, 1971
- Electroforming process video
- دو ویدیو موجود در : https://www.vecoprecision.com/technologies/electroforming/ بایگانیشده در ۶ آوریل ۲۰۱۷ توسط Wayback Machine
