پالتروژن
پالتروژن یک فرایند صنعتی است که برای تولید قطعات پیوسته با سطح مقطع ثابت به کار میرود. این فرایند کم هزینه و با حجم تولید بالا است. این فرایند شبیه به فرایند اکستروژن فلزات است با این تفاوت که به جای فشار دادن مواد در قالب، که در اکستروژن اتفاق میافتد، مواد از قالب به بیرون کشیده میشوند بهطوریکه نام این فرایند به انگلیسی یعنیpultrusion نیز ترکیبی از دو واژه pull (به معنی کشیدن) و extrusion(اکستروژن) است.
پالتروژن یکی از روشهایی است که برای ساخت کامپوزیتهایی با خواص مکانیکی بالا که قابل رقابت با مواد سنتی و مهندسی اند، طراحی شدهاست. قطعات تولید شده با این روش دارای کسرحجمی بالای الیاف اند؛ که این الیاف بیشتر در جهت طولی قطعه قرار میگیرند. گرچه با بافت درست از الیاف میتوان در جهت عرضی هم الیاف داشت اما عمدتاً خواص اصلی در جهت طولی است. محصولات حاصل از این فرایند دارای استحکام بالا، وزن پایین و عمر طولانی به ویژه در محیطهای اسیدی هستند.
از پالتروژن برای ساخت هرقطعه پیوستهای میتوان استفاده کرد به شرط آنکه مقطع ثابت داشته باشد و در راستای عمود بر کشش، شیار یا سوراخ نداشته باشد، مانند قوطی، نبشی، لوله، میله و اشکال مشابه.[1]
مواد
بهطور کلی اجزای تشکیل دهنده کامپوزیتهای تولید شده از روش پالتروژن دارای ۲ جزاصلیاند. ۱-الیاف ۲-ماتریس یا زمینه
طراحی قطعات و فرایند ساخت وابسته به نوع مواد الیاف، رزین و نسبت ترکیب این دو است. پس آشنایی با خواص مواد، در طراحی بسیار ضروری و تعیینکننده است.
الیاف
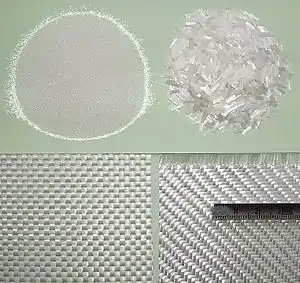
پالتروژن برای ساخت قطعاتی با الیاف تک جهته ساخته میشود. البته الیاف میتوانند به صورت پارچهای یا حصیری به منظور ایجاد استحکام در ۲ یا چند جهت نیز استفاده شوند. الیاف در کامپوزیتها تحمل کلی نیروها و انتقال آنها را برعهده دارند همینطور خواصی همچون استحکام کششی، ضربه، سفتی و مانند آن بهطور عمده وابسته به الیاف میباشند. انواع الیاف مورد استفاده در این فرایند عبارت اند از الیاف کربن، الیاف آرامید، الیاف شیشه و به تازگی الیاف بازالت، که هرکدام ویژگیهای مربوط به خودش را دارد.[2]
زمینه یا ماتریس
انواع رزین هارا میتوان به عنوان ماتریس استفاده کرد. بهطور کلی ماتریس وظیفه چسباندن الیاف به هم و جلوگیری از لغزش آنهارادارد. همینطور بسیاری از ویژگیهای محصول مانند مقاومت به خوردگی به ویژه در محیطهای اسیدی و بازی، خواص الکتریکی و حرارتی، اشتعالپذیری و مقاومت به دما وابسته به نوع و خواص رزین مورد استفاده میباشد. رزینهای مورد استفاده در پالتروژن در ۲ نوع ترموست و ترموپلاست موجوداند. رزینهای ترموست از قبیل وینیل استر، پلی استر و اپوکسی، اگر تحت حرارت قرار بگیرند، تغییر شکل نمی دهندو به خاطر ویسکوزیته ابتدایی پایینی که دارند، فرایند کشش را راحتتر میکنند. در مقابل آنها رزینهای ترموپلاستک از قبیل نایلون، پلی پروپلین و پلی کربنات اند که در اثر حرارت نرم شده و تغییر شکل میدهند و نسبت به رزینهای ترموست ویسکوزیته بالاتری دارند و سخت ترند.
علاوه بر اجزای اصلی یعنی الیاف و ماتریس، برای بهبود خواص و فرایند، افزودنیهای دیگر هم استفاده میشوند. مانند فیلرها که برای پرشدن کامل قالب استفاده میشوند و جداکنندهها که باعث میشوند قطعه به راحتی از قالب جداشود.[3][2]
فرایند
همانطور که در عکس مشاهده میشود مراحل فرایند پالتروژن عبارت اند از:[4][5]
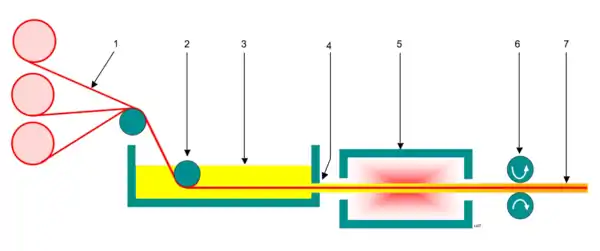
- قفسه الیاف (رولهای پیوسته فیبرهای تقویت شده یا فیبرهای حصیری)
- غلتک کششی
- حمام رزین و آغشته سازی
- شکلدهی اولیه
- قالب
- سیستم کشنده
- محصول نهایی و برش
قفسه الیاف
قفسه الیاف اولین بخش خط فرایند میباشند و باید به گونهای باشد تا فرایند را بهطور پیوسته و هماهنگ با سرعت فرایند، تغذیه کند. همچنین در این مسیر الیاف نباید گره یا پیچ بخورند و برای حل این مشکل از صفحات راهنمای فلزی، سرامیکی و تفلون استفاده میشود.
حمام رزین و آغشتهسازی
آغشتهسازی از اصول بسیار مهم در این فرایند است چراکه خواص محصول نهایی به این مرحله بسیار وابستهاند. در این مرحله الیاف وارد حمام رزین میشوند تا بهطور کامل به رزینها آغشته شوند. طراحی و طول حمام باید به گونهای باشد که الیاف کامل آغشته شوند. عوامل دیگری نیز دز آغشتهسازی دخیل اند، مثلاً از آن جایی که الیاف در رزین ضعیف میشوند باید فرایند به گونهای باشد که الیاف از هم جدا نشوند. همچنین آغشتهسازی میتواند به صورت تزرق در قالب صورت بگیرد که آن نیز پیچیدگیهای خودش را دارد.
همانطور که در قبل نیز گفته شد رزینها به صورت ترموست و ترمو پلاستیک هستند. چون ویسکوزیته رزینهای ترموپلاستیک بسار بالا است ممکن است به صورت آغشتهسازی به پودر رزین صورت گیرد یارزین به صورت صفحهای اطراف الیاف رابگیرد و بعد حرارت داده شوند.
شکل دهی اولیه
در بعضی از مواقع برای گرفتن رزین اضافی یا زمانی که مقطع پیچیده است، قبل از ورود به قالب صفحاتی قرار میدهند که الیاف را راهنمایی میکنند و به آنها شکلدهی اولیه یا former میگویند. این صفحات باید به گونهای باشند که به الیاف آسیب نرسانند. جنس این صفحات معمولاً از تفلون، پلی اتیلن یا آلیاژهای مناسب فولادی میباشد.
قالب
فشار و حرارت لازم برای شکلگیری و پخت قطعه در قالب تأمین میشود؛ بنابراین قالب نقش اساسی را بر عهده دارد و طراحی دما ی قالب و سرعت فرایند باید به گونهای باشد که زمانی که قطعه در قالب است بهطور کامل پخته شود. اگرقطعه بهطور کامل پخته نشود خواص مکانیکی و فیزیکی آن نزول پیدا میکند. همچنین اگرحرارت بیش از اندازه در قالب بماند باعث ایجاد ترک میشود که خواص الکتریکی و شیمیایی و مکانیکی را تحت تأثیر قرار میدهد.
سیستم کشنده
سیستم کشش، تایینکننده سرعت فرایند است باید در فاصله مناسبی نسبت به قالب قرار بگیرد تا قطعه فرصت سرد شدن داشته باشد و در اثر فشار سیستم کشش، تغییر شکل ندهد. این سیستم در ۳ نوع کشش تسمه نقاله، کشش رفت وبرگشتی پیوسته و کشش رفت و برگشتی متناوب موجود است.
محصول نهایی و برش
در این بخش قطعه ما کامل شده و به فرایند دیگری نیاز ندارد و با قرار دادن دستگاه برش یا یک تیغه اتوماتیک میتوان قطعههایی با طولهای برابر و دلخواه ایجاد کرد.
کاربردها
مواد حاصل از فرایند پالتروژن به سبب خواص بسیارشان کاربردهای فراوانی در حوزههای مختلف دارند. به عنوان مثال:[5]
- به خاطر خاصیت ضد خورندگی برای ساخت قطعات در کارخانجات محصولات شیمیایی با محیط شدیداً مخرب (صفحات شناور استخراج نفت و گاز در دریا، درهای مشبک، نردبان واجزای سیستم) استفاد میشوند.
- همینطور به خاطر وزن کم و استحکام بالا در صنایع مختلف ساختمان (چارچوب در و پنجره، قطعات پیش ساخته، پروفیلهای مختلف حفاظتکننده، تیرها، مجاری سیال، کانالها، پلتفرمها و…)و ورزشی و تفریحی (موانع عبور، چوبهای اسکی، اجزای اسکی، نردبان، اجزای چادر و …) کاربرد دارند
- به خاطر عایق بودنشان در عبور الکتریسیته با کاربرد نردبان عایق، مسیرهای کابل، اجزای عایقکننده و پوششهای عایق ساخته میشوند.
- همچنین در صنایع حمل و نقل به عنوان اتاقهای کامیون هم دما، تقویت ضد ضربه، فنرهای تیغهای، مجاری مقاوم و غیره کاربرد دارند
- در صنایع هوافضا به عنوان اجزای هدایت در هواپیما و غیره کاربرد دارند.
- در سایر صنایع نیز مانند پرده بادبزن و هواکش، پروفیلهای مبلمان اداری و… نیز دیده میشوند.
مزایا
- از آنجایی که تجهیزات لازم ساده و ارزان میباشند و به نیروی انسانی نیاز نیست وفرایند میتواند کاملاً اتوماتیک عمل کند نیاز به سرمایهگذاری هنگفت نیست و روش اقتصادی محسوب میشود.
- هدر رفتن مواد وجود ندارد.
- میزان درصد رزین در محصول به دقت قابل کنترل است.
- الیاف به سادهترین و ارزانترین صورت یعنی ریسمان استفاده میشوند.
- سرعت فرایند بالاست و مناسب برای قطعات کامپوزیتی با تولیدانبوه است.
- مواد حاصل از این فرایند دارای استحکام کششی و فشاری بالایی هستند چرا که درصد الیاف بالا است و این الیاف به صورت طولی اند و حفظ میشوند و رزین آن را تقویت میکند.
- مواد حاصل از این فرایند مقاومت بالایی در برابر مواد شیمیایی و محیطهای اسیدی قلیایی دارند، بنابراین برای کاربردهای خاص از جمله کاربردهای دریایی و در کارخانههای شیمیایی به کار میروند.
- مواد حاصله دارای وزن پایین و در عین حال استحکام بالا و عمر طولانیاند.
- سطح محصول نهایی با کیفیت است و نیازی به فرایندهای تکمیلی نیست.
- مواد حاصل از پالتروژن ترموپلاستیک قابلیت شکلپذیری مجدد دارند و قابل بازیافت میباشند.
معایب
- قطعات حاصله محدودیت هندسی دارند.
- نمیتوان با این فرایند ضخامتهای خیلی پایین ایجاد کرد.
- قطعات حاصله دقت ابعادی بالایی ندارند.
- گرمسازی قالب هزینه بالایی دارد.
- در پالتروژن ترموپلاست به خاطر دما و فشار بالاتر و مواد اولیه گرانتر، هزینهها بالاست و نیاز به سرمایهگذاری بالا میباشد و قطعات حاصله از این روش مانند حالت ترموست خیلی کیفیت سطح ندارند.
پالتروژن در ایران
در کشور ما با توجه به خورندگی خاکها و شرایط بد اقلیمی بسیاری ازمناطق کشور، استفاده از محصولات پالیمری مقرون به صرفه است. به ویژه که محصولات حاصل از پالتروژن در عین استحکام خواص مورد نیاز ما از جمله، مقاومت به خورندگی، خواص الکتریکی و حرارتی و غیره را نیز تأمین میکند. در نتیجه با توجه به نیاز به این محصولات در حوزههای مختلف، در پژوهشگاه پلیمر و پتروشیمی ایران پروژة ساخت و راه اندازی دستگاه پالتروژن در سال ۷۶ تعریف و در سال ۷۸ به پایان رسید.[6] ش
منابع
- Processing and properties of pultruded thermoplastic composites(|),Chen-Chi M. Ma,Mong-Song Yn,Chin-Hsing Chen and Chin-LungChiang,September 1990
- http://www.msd-eng.com/fa/frp-composite/fiber-reinforced-plastic/
- https://fiberline.com/pultrusion
- https://en.wikipedia.org/wiki/Pultrusion
- مجله فنی مهندسی ساخت وتولید-شماره 38
- «نسخه آرشیو شده». بایگانیشده از اصلی در ۱۳ آوریل ۲۰۱۷. دریافتشده در ۳۰ مارس ۲۰۱۷.
