فرایندهای چاپ سهبعدی
فرایندهای مختلفی برای چاپ سه بعدی که با عنوان ساخت و تولید افزایشی (به انگلیسی: additive manufacturing) نیز شناخته میشود، از اواخر دهه ۱۹۷۰ میلادی اختراع شدهاست.[1] پرینترهای اولیه بزرگ و گرانقیمت بودند و در تولید محصول نیز محدودیتهایی داشتند. هماکنون فرایندهای مختلفی برای ساخت و تولید افزایشی در دسترس است. تفاوت عمده بین فرایندها، یکی در روشی است که لایهها برای ایجاد قطعات روی هم نشانده میشوند و دیگری در موادی است که برای فرایند به کار برده میشود. در بعضی روشها، ماده برای ایجاد لایهها ذوب یا نرم میشود، مثل روش ذوب انتخابی توسط پرتو لیزر (SLM) یا لیزر رسوبی فلز مستقیم (DMLS),(SLS), (FDM)، یا (FFF). در روشهای دیگر روی فلز مذاب توسط تکنولوژیهای پیچیدهای کار شده و قطعه ساخته میشود مثل فرایند استریولیتوگرافی (SLA). در فرایند LOM، لایههای نازک از موادی مثل کاغذ، پلیمر و فلز در شکلهای خاص بریده شده و به هم متصل میشوند. هر روشی مزایا و محدودیتهای خود را دارد و به همین دلیل است که برخی شرکتها پودر یا پلیمر خاصی را برای ماده مورد استفاده در فرایند پیشنهاد میدهند. مواردی که در انتخاب یک دستگاه تأثیرگذار هستند، عموماً سرعت انجام فرایند، هزینه دستگاه و محصول خروجی، انتخاب و هزینه مواد و قابلیتهای رنگ است. پرینترهایی که بهطور مستقیم با فلزات کار میکنند گران هستند، در حالی که پرینترهای ارزانتر میتوانند برای تولید قالب استفاده شوند که بعداً برای تولید قطعات فلزی از آن استفاده میشود.[2]
رسوب نشانی با استفاده از اکستروژن
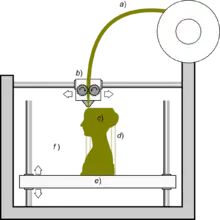
مدلسازی رسوب نشانی ذوبی یا مدلسازی تهنشین جوشخورده (FDM)، در اواخر دهه ۱۹۸۰ میلادی توسط اسکات کرامپ اختراع و در دهه ۱۹۹۰ تجاری شدهاست.[3] در این روش، مدل یا قطعه با استفاده از اکسترود کردن دانهها یا جریان ماده که بلافاصله بعد از اکسترود برای ایجاد لایهها سخت میشوند، ساخته میشود. یک فیلامنت از جنس ترموپلاستیک، سیم فلزی یا مواد دیگر داخل یک کلگی نازل اکستروژن (اکسترودر چاپ سه بعدی) تغذیه میشود. کلگی نازل، ماده را گرم میکند و جریان ماده را قطع و وصل میکند. معمولاً موتورهای پله ای یا سرووموتورها برای حرکت دادن کلگی اکستروژن و تنظیم جریان ماده استفاده میشود. پرینتر معمولاً سه محور حرکتی دارد. از یک نرمافزار ساخت به کمک کامپیوتر (CAM) برای تولید G-کدها استفاده میشود که به میکروکنترلر دستگاه ارسال شده و موتورها کنترل میشود. پلاستیک معمولترین ماده مورد استفاده برای چنین پرینتی است. از پلیمرهای مختلفی نظیر پلی کربنات برای فرایند (FDM) استفاده میشود.[4] فلز و شیشه هم میتواند در این فرایند مورد استفاده قرار بگیرند هرچند که فرایند رسوب نشانی ذوبی آنها بسیار گرانتر است و عموماً برای کاربردهای هنری استفاده میشوند. فرایند FDM از نظر تنوع شکلهایی که با استفاده از آن میتوان تولید نمود دارای محدودیت است. برای مثال FDM معمولاً نمیتواند ساختارهایی شبیه استالاکتیت را ایجاد کند چرا که دارای قسمتهایی است که در حین ساخت دارای پشتیبان نیستند و فرو میریزند. در این صورت بایستی از یک پشتیبان نازک استفاده نمود و در پایان آن را حذف کرد. مدلسازی رسوب نشانی ذوبی (FDM)، توسط شرکتهایی که پتنت اولیه را در اختیار ندارند، فرایند ساخت فیلامن ذوبی (FFF) نیز نامیده میشود.
به هم چسباندن مواد دانه ای

یک روش دیگر برای چاپ سه بعدی، ذوب انتخابی موادی است که در یک بستر دانه ای قرار گرفتهاند. در این تکنیک قسمتهایی از قطعه روی بستر ذوب میشود. سپس لایه دیگری از مواد دانه ای اضافه میشود و این فرایند تکرار میشود تا در نهایت قطعه نهایی ساخته شود. در این فرایند از واسطههای ذوب نشده برای پشتیبانی دیوارههای نازک و بخشهای آویزان استفاده میشود که نیاز به پشتیبانهای موقت را از بین میبرد. به عنوان مثال در زینتر کردن انتخابی با گرما، یک کلگی پرینت گرما را به لایههایی از جنس ترموپلاستیک پودر شده اعمال میکند. پس از این که یک لایه ساخته و تمام شد، بستر پودری به پایین حرکت میکند و یک غلتک اتوماتیک لایه جدیدی از پودر را اضافه میکند. این لایه نیز زینتر شده تا سطح مقطع دیگری از مدل شکل بگیرد. در زینتر انتخابی با گرما، گرمای با شدت کمتری نسبت به استفاده از لیزر ایجاد شده و نسبت به فرایند لیزری ارزانتر است و در اندازه نمونههای دسکتاپ نیز ساخته میشود.[5] تکنیکهای زینتر با لیزر شامل زینترینگ انتخابی با لیزر (SLS) که میتوان هم از فلزات و هم از پلیمرها استفاده نمود و زینتر لیزری مستقیم فلز (DMLS) میباشد.[6] فرایند SLS در اواسط دهه ۱۹۸۰ توسط دکتر کارل دکارد و دکتر جوزف بیمن در دانشگاه تگزاس ابداع و ثبت اختراع شد.[7] فرایند ذوب انتخابی لیزر (SLM) از زینتر برای به هم چسباندن دانهها استفاده نمیکند بلکه با استفاده از لیزر انرژی بالا، پودر را کاملاً ذوب میکند و میتواند قطعاتی با ماده کاملاً فشرده ایجاد کند که خواص مکانیکی آنها قابل مقایسه با قطعاتی است که از روشهای تولید سنتی ساخته میشوند. فرایند ذوب با استفاده از جریان یون (EBM) روش مشابهی است که برای ساخت افزایشی فلزات بهطور مثال آلیاژهای تیتانیوم استفاده میشود. در این روش قطعه به صورت لایه به لایه و با ذوب پودر در محیط خلأ ساخته میشود. برخلاف روشهای زینتر فلز که زیر دمای ذوب انجام میشوند، قطعات تولید شده توسط EBM بدون تخلخل هستند.[8] یک فرایند دیگر، شامل سیستم پرینت سه بعدی با جوهرپاش است. در این روش مدل با استفاده از پخش لایه ای پودر (از جنس پلاستر یا رزین) و چاپ یک اتصال دهنده در سطح قطعه با استفاده از روش مشابه جوهرپاش ساخته میشود.
فوتوپلیمریزاسیون
در روشهای دیگر، نظیر روش استریولیتوگرافی، مواد مذاب با استفاده از تکنیکهای مختلف و پیچیده تبدیل به قطعه نهایی میشوند. استریولیتوگرافی نخستین بار توسط چاک هال در سال ۱۹۸۶ ثبت اختراع شد.[9] فوتوپلیمریزاسیون در روش SLA ابتدا برای تولید یک قطعه جامد از مایع استفاده شد. این فرایند الهامی از روش مجسمهسازی با عکس (photosculpture) فرانسوا ویلیم (۱۹۰۵–۱۸۳۰) در سال ۱۸۶۰ و شکلگیری فوتوپلیمریزاسیون ماتسوبارای میتسوبیشی در سال ۱۹۷۴ بود.[10] روش مجسمهسازی با عکس شامل عکاسی یک موضوع از انواع زوایای همسطح و طراحی هر عکس بر روی یک صفحه است که در آن یک پانتوگراف مورد استفاده قرار میگیرد تا ردیابی این طرح را روی مدل رسوبی انجام دهد.[11] در فوتوپلیمریزاسیون، یک بشکه از پلیمر مایع در معرض نور کنترل شده تحت شرایط ایمن قرار میگیرد. مایع در معرض نور سخت میشود. پلیمریزاسیون هنگامی رخ میدهد که فتوپلیمرها در معرض نور قرار میگیرند و فتوپلیمرها حاوی کروم فوره باشند، در غیر این صورت، افزودن مولکولهای حساس به نور برای واکنش با محلول برای شروع پلیمریزاسیون لازم است. پلیمریزاسیون مونومرها منجر به اتصال متقابل میشود که پلیمر را ایجاد میکند. از طریق این اتصالات کووالانسی، خواص محلول تغییر پیدا میکند. سپس صفحه ساخته شده به مقدار کوچکی به پایین حرکت میکند و پلیمر مایع دوباره در معرض نور قرار میگیرد. این روند تا زمانی که مدل ساخته شود، تکرار میشود. سپس پلیمر مایع از بطری تخلیه میشود و مدل جامد باقی میماند.[12] هندسهها و ویژگیهای فوقالعاده کوچک را میتوان با تکنیک ساخت سه بعدی در ابعاد میکرو که در فوتوپلیمرازیسون چند فوتونی استفاده شدهاست، ساخت. این روش از یک لیزر متمرکز برای نشانه گذاری و ترسیم جسم سه بعدی مورد نظر روی یک بلوک ژل استفاده میکند. ژل تنها در جایی که لیزر متمرکز شدهاست به جامد تبدیل میشود و ژل باقی مانده پس از آن شسته میشود. ابعاد کوچک زیر ۱۰۰ نانومتر و نیز ساختارهای پیچیده با قطعات متحرک و در هم قفل شونده به راحتی با این روش تولید میشود.[13] تولید رابط مایع پیوسته(CLIP) یکی دیگر از انواع ساخت افزایشی است که از روش فوتوپلیمریزاسیون مبتنی بر DLP برای ایجاد اشیاء صاف و یکپارچه در اشکال مختلف استفاده میکند. روش CLIP با یک استخر از رزین فوتوپلیمر مایع شروع میشود. بخشی از پایین استخر (اصطلاحاً پنجره) نسبت به نور ماوراء بنفش شفاف است. مانند سایر سیستمهای DLP، پرتو نور ماوراء بنفش از طریق پنجره تابیده میشود و موجب میشود که رزین جامد شود. جسم به آرامی به اندازه کافی بالا برده میشود تا رزین بتواند به زیر قطعه جریان یافته و تماس با سطح زیرین قطعه را باقی نگه دارد. CLIP با فرایندهای سنتی DLP متفاوت است از این جهت متفاوت است که یک غشای نفوذ پذیر نسبت به اکسیژن زیر رزین قرار دارد وبا ایجاد «منطقه مرده» از چسبیدن رزین به پنجره جلوگیری میکند. بر خلاف استریولیتوگرافی، این فرایند چاپ پیوسته بوده و به میزان قابل توجهی سریعتر از فرایندهای DLP سنتی است.[14]
تکنولوژی لایههای ورق ورق
در بعضی از چاپگرها، کاغذ را میتوان به عنوان مواد ساخت مورد استفاده قرار داد، و هزینه چاپ را پایین آورد. در دهه ۱۹۹۰ برخی از شرکتها چاپگرهایی را تولید کردند که برشهای مقطعی را از کاغذ مخصوص با پوشش چسب ایجاد کرده و با استفاده از لیزر کربن دیاکسید آنها را به هم اتصال میدهد. در سال ۲۰۰۵، شرکت Mcor Technologies با استفاده از ورقهای معمولی کاغذ اداری، تیغه کاربید تنگستن برای برش شکل و رسوب گذاری انتخابی چسبنده، یک فرایند متفاوت را توسعه داد. تعدادی از شرکتها نیز در حال فروش پرینترهایی هستند که اشیای ورقه ای را با استفاده از ورقهای نازک پلاستیکی و فلزی چاپ میکنند.[15]
رسوب گذاری پودر با استفاده از انرژی هدایت شده
در این روش، یک لیزر با قدرت بالا برای ذوب و ریختن پودر فلزی هدایت شده به کانون تمرکز پرتو لیزر استفاده میشود. پرتو لیزر معمولاً به وسیله یک یا چند لنز به یک نقطه کوچک متمرکز میشود. این روش مشابه SLS است، با این تفاوت که پودر فلزی تنها در جایی که مواد به آن قسمت اضافه میشود، اعمال میشود. این فرایند برای طیف گستردهای از مواد از جمله تیتانیوم، فولاد ضدزنگ، آلومینیوم و دیگر مواد خاص و همچنین کامپوزیتها و مواد درجهبندی شده تابعی (FGM) میتواند به کار رود. این فرایند نه تنها میتواند بهطور کامل قطعات فلزی جدید را تولید کند، بلکه میتواند مواد را به قطعات موجود اضافه کند، به عنوان مثال میتوان از آن برای برای پوششدهی، تعمیر، و فرایندهای تولید هیبریدی استفاده کرد،[16][17]
فرایندهای بر پایه سیم فلزی
سیستمهای تغذیه سیمی بر پایه لیزر، سیم را از طریق یک نازل که توسط لیزر ذوب شدهاست با استفاده از محافظ گاز بی اثر در محیط باز (گاز اطراف لیزر) یا در یک محفظه بسته روی سطح مینشانند. همچنین میتوان با ترکیب و اتصال دستگا جوش قوس الکتریکی با محافظ گاز روی یک سیستم سه بعدی، سیستمی برای پرینت سه بعدی قطعات از جنس فولاد یا آلومینیوم ایجاد نمود.[18]
جستارهای وابسته
منابع
- Sames, W. "The metallurgy and processing science of metal additive manufacturing". International Materials Reviews. 61: 315–360. doi:10.1080/09506608.2015.1116649.
- Wohlers, Terry. "Factors to Consider When Choosing a 3D Printer (WohlersAssociates.com, Nov/Dec 2005)"
- Chee Kai Chua; Kah Fai Leong; Chu Sing Lim (2003). Rapid Prototyping. World Scientific. p. 124. ISBN 978-981-238-117-0
- "PTFE Tubing Benefits & Applications". Fluorotherm Polymers, Inc. Retrieved 17 November 2015
- "How Selective Heat Sintering Works". THRE3D.com. Archived from the original on 3 February 2014. Retrieved 3 February 2014
- "Aluminum-powder DMLS-printed part finishes race first"
- "Selective Laser Sintering, Birth of an Industry"
- Hiemenz, Joe. "Rapid prototypes move to metal components (EE Times, 3/9/2007)
- U.S. Patent 4,575,330
- "Rapid Prototyping in Europe and Japan" (PDF). JTEC/WTEC Panel Report. Retrieved 28 December 2016
- Beaumont Newhall (May 1958) "Photosculpture," Image, 7 (5): 100–105 Archived 2013-10-04 at the Wayback Machine
- Jacobs, Paul Francis (1992-01-01). Rapid Prototyping & Manufacturing: Fundamentals of Stereolithography. Society of Manufacturing Engineers. ISBN 978-0-87263-425-1
- Johnson, R. Colin. "Cheaper avenue to 65 nm? (EE Times, 3/30/2007)"
- Castelvecchi, Davide (17 March 2015). "Chemical trick speeds up 3D printing". Nature. Retrieved 19 March 2015.
- "3D Printer Uses Standard Paper"
- Beese, Allison M. ; Carroll, Beth E. (2015-12-21). "Review of Mechanical Properties of Ti-6Al-4V Made by Laser-Based Additive Manufacturing Using Powder Feedstock". JOM. 68 (3): 724–734. doi:10.1007/s11837-015-1759-z. ISSN 1047-4838
- Gibson, Ian; Rosen, David; Stucker, Brent. "Chapter 10". Additive Manufacturing Technologies - Springer. doi:10.1007/978-1-4939-2113-3
- Yuenyong Nilsiam, Amberlee Haselhuhn, Bas Wijnen, Paul Sanders, & Joshua M. Pearce. Integrated Voltage – Current Monitoring and Control of Gas Metal Arc Weld Magnetic Ball-Jointed Open Source 3-D Printer. Machines 3(4), 339-351 (2015).
